

منبع:راسخون
چکیده:
مواد شیمیایی فراوانی وجود داردکه در بوسیلهی آنها مشکل آب اضافی و مشکلات موجود در تولید گاز، حل می گردد. شیمی بیشتر این مواد شیمیایی پیچیده است. یک مهندس نفت با معلومات شیمی متوسط برای یادگیری این مسائل در سطحی که بتواند او را قادر سازد یک گزینهی مناسب برای مشکلات به دست آورد، با مشکل مواجه می شود. در این مقاله ما مرور کلی بر روی تمام مواد موجود برای مسدود نمودن آب و گازهای شیمیایی(WGSO) در حال جریان، انجام داده ایم. سیستم های حامل مواد مونومری، ژل های پلیمری، پلیمرهای اصلاح کنندهی نفوذپذیری نسبی، ژل های غیر آلی، پلاستیک ها و ... معمولا مواد شیمیایی هستند که از آنها استفاده می کنیم. گزینه های غیر متداول تر نیز وجود دارند که عبارتند از غرقه سازی جریانی، مسدود نمودن انتخابی با رسوبات مینرالی و سایر مواد دوغابی تزریق شونده، هستند.مقدمه
نیاز به جلوگیری از ورود محصولات مایع ناخواسته به چاه ها در تمام دورهی عمر مفید آنها، وجود دارد. مته های حفاری تلاش می کنند تا هر گونه نقطهی مسدود شده را از بین ببرند و مهندسین تولید تلاش می کنند تا نقاط تولید مایعات ناخواسته را مسدود کنند. با این کار مهندسین از یک نقطهی ورود این مایعات ناخواسته به نقطهی دیگر حرکت می کنند. صاحبان سرمایه می خواهند درب چاه های خالی را بسته و چاه را در انتهای عمر مفید چاه رها کنند. به هر حال یک مهندس تولید نیاز دارد تا محصولات آبی و گازی تولید شده را کنترل کنند(این محصولات آبی و گازی می توانند در یک عمیات سادهی درپوش گذاری گرفته تا در یک عملیات پیچیده تر کاهش انتخابی در نفوذ یک فاز ناخواسته، بوجود آیند). یک انتخاب موفق و اجرای یک چنین تکنیکی همانند هدف این کار، طاقت فرساست. بنابراین نیاز به آگاهی یافتن از گزینه های موجود، مکانیزم های کاری آنها، نظر موافقین و مخالفین، از جملهی نیازهای مهم می باشد. این کار تلاشی در زمینهی آشنایی مهندسین نفت با تکنولوژی مسدود کردن گاز یا آب های شیمیایی است که به طور خلاصه به آن تکنولوژی WGSO می گویند.تکنولوژی مسدود کردن گاز یا آب های شیمیایی(WGSO)- گزینه های راه حلی
گزینه های بیشماری برای مسدود نمودن جریان آب و گاز وجود دارد و همین طور که علم در حال رشد می باشد، این تکنیک ها نیز در حال رشد هستند. چالش های بر سر راه یک مهندس نفت که در نظر دارد تا این جریان آب یا گاز را مسدود کند، این است که بداند چرا و کجا و چگونه این آب یا گاز تولید شده است. گزینه های راه حلی کدامند، مکانیزم های عمل آنها چیست. این فرد باید با توجه به همهی جوانب، ظرفیت ها و محدودیت های چاه بهترین راه حل را برای یک مشکل بدست آورد. تکنولوژی های کنونی و بوجود آمده به منظور مسدود نمودن این آب و گاز می تواند به صورت زیر هستند:
1) روش های مکانیکی
- آب بندی یا ایزولاسیون مکانیکی با استفاده از آهن آلات یا سیمان
- کنترل با پره های چتری مانند از طریق پایین دادن و کشیدن
- تولید و جدایش سوراخ چاه
- تولید آب و نفت همزمان برای مهاجرت پره های چتری
- جدایش و دفع از سوراخ چاه
3) روش های میکروبیولوژیک
چرا از روش های شیمیایی استفاده می کنیم
در روش های مکانیکی از یک مادهی آب بندی استفاده می شود که به طور مکانیکی از نفوذ مایعات ناخواسته جلوگیری می شود. از جمله روش های مکانیکی عبارتند از روش لوله گذاری، روش های ریختنی، مسدود کردن به روش پل زنی و ... . به هر حال مواردی وجود دارد که استفاده از روش های مکانیکی برای جلوگیری از نفوذهای اندک مناسب نمی باشد، لذا در این موارد باید از روش های دیگر مانند روش شیمیایی استفاده نمود.روش های شیمیایی
روش های شیمیایی می تواند از طریق ماده مورد استفاده و یا از طریق نحوهی عملکرد این مواد، تقسیم بندی شوند.روش های مسدود کردن جریان آب یا گاز شیمیایی
1) ژل های غیر آلی2) رزین ها/ الاستومرها
3) سیستم های مونومری
4) ژل های پلیمری
- ژل های پلیمری صلب با پیوند عرضی
- ژل های پلیمری جریان یافته با پیوند عرضی
- اصلاح کننده های نفوذپذیری نسبی
- ژل های جریان یافته (با پیوند عرضی)
- اصلاح کننده های نفوذپذیری نسبی
7) غرقه سازی ویسکوز(با پلیمرها، که به صورت اختیاری به فوم تبدیل می شوند).
8) مسدود کردن انتخابی نقاط خروج آب
9) مواد تزریق شوندهی متفرقه
طبقه بندی روش های شیمیایی بر اساس نحوهی عملکرد
1) آب بند ها(آب بندهای موقتی یا مداوم)
2) اصلاح کننده های نفوذپذیری نسبی با عملکرد آب بندی ضعیف
3) کنترل کننده های قابلیت تحرک(موبیلیته) یا سیستم های غرقه سازهای شیمیایی با عملکرد ایجاد انحراف در جریان(غرقه سازهای ویسکوز/ فومی شکل، مسدودکنندگی انتخابی).
در ادامه به طور مختصر در مورد هر یک از این روش های شیمیایی صحبت می کنیم:
ژل های غیر آلی
ژل های غیر آلی در دههی 1920 وارد عرصه شدند و از آنها در مسدود نمودن مسیر گردش جریان، ایجاد موانع محلی و محکم نمودن بخش های ضعیف استفاده می شود. این ژل ها مواد غیر آلی ساده هستند که با افزودن آب می توان آنها را آماده سازی کرد و از آنها استفاده نمود و همچنین می توان آنها را در داخل حفرات صخره ها تزریق کرد.مهمترین محدودیت این مواد زمان ژله ای شدن سریع آنهاست. این مواد در محیط های اسیدی و بازی واکنش می دهندو ساختار ژله ای آنها تخریب می گردد.
مزیت ها: با آب آماده سازی می شوند. در عمق نفوذ می کنند و در برابر دما مقاومت دارند(برخی از انواع تا دمای 275 فارنهایت و حتی برخی دیگر تا دمای 325 فارنهایت تحمل حرارتی دارند). در مقایسه با مواد ژله ای پلیمری و پلاستیک ها، ارزان قیمت ترند.
از جمله ژل های غیر آلی مورد استفاده عبارتند:
1) سیلیکات سدیم
مزیت ها: قیمت ارزان، پایداری در دمای بالا و عدم ایجاد سوراخ های کوچک در این مواد.محدودیت ها: احتمال وقوع واکنش با یون های موجود در محیط، زمان ژله ای شدن کوتاه، استحکام پایین.
انواع تجاری محصولات سدیم سیلیکاتی با نام های زیر تولید می شوند:
• هالیبورتون(Halliburton)
• دوول(Dowell)
• بی جی(BJ)
2) ژل های غیر آلی غیر سیلیکاتی
مزیت ها: زمان ژله ای شدن کنترل شده تا دمای 300 فارنهایت، عدم حساسیت این ماده به شوری آب، آماده سازی با استفاده از آب و عدم گرفتگی در حین عملیات پمپ کردن، فعال شوندگی داخلی و ایجاد یک سد استوار در برابر نفوذپذیری، کاهش نفوذپذیری تا 97% در زمان تشکیل ژل.محدودیت ها: ایجاد ناپایداری در این مواد به خاطر وجود آنیون های دو ظرفیتی مانند سولفات و کربنات، کاهش پایداری در حین زمان، ایجاد سد ناقص در برابر نفوذپذیری(در حد 97%).
رزین ها/ الاستومرها
رزین های ترموست و الاستومرها در کاربردهای WGSO مورد استفاده قرار می گیرند. این مواد دارای استحکام مناسب جهت آب بندی شکستگی ها، حفرات موجود در سنگ ها و کانال ها را دارند. از بین رزین های پلیمری، رزین های زیر مورد استفاده قرار می گیرند:
1) رزین های فنولیک
2) رزین های اپوکسی
3) فورفوریل الکل
سیستم های بر پایهی مونومر
سیستم های متنوعی بر پایهی مونومرها، برای کاربردهای WGSO مورد استفاده قرار می گیرند. این مونومرها بعد از قرارگیری در محل های مناسب تحت فرایند پلیمریزاسیون واقع می شوند و به ژلی با استحکام برشی بالا یا پایین تبدیل می شوند. برخی از انواع این مواد تحمل دماهای 200 فارنهایت را نیز دارند. برخی از این مواد عبارتند از:1) اکریل آمیدها:
در برخی از کاربردهای اولیه از سیستم های برپایهی مونومرهای اکریل آمید استفاده می شده است. در این سیستم با استفاده از ممانعت کننده ها از ژله ای شدن زود هنگام جلوگیری می شود.مزیت ها: عدم واکنش به سمت تشکیل جریان، حلال در آب، عدم وجود مواد فلزات سنگین به عنوان اتصال دهنده های عرضی، فعال شونده با دما و پایدار در دماهای تا 300 فارنهایت، توانایی پمپاژ این مواد و حلالیت در آب، کاهش نفوذپذیری به میزان 99.7%.
محدودیت ها: گران بودن، سیستم های با غلظت پایین تر در آب حلالیت اندکی دارند و همچنین دارای استحکام پایین تری هستند.
2) سیستم های مونومری با اتصال های عرضی ارگانیک در جا
K-Trol تولید شده بوسیلهی شرکت هالیبورتن یک سیستم با اتصال عرضی ارگانیک است که نسبت به پی اچ های پایین و آب های با درصد نمک بالا، مقاوم است.مزیت ها: قابل آماده سازی در آب، دارای مقاومت بالا در برابر محیط های اسیدی، در زمان ژله ای شدن، یک ژل صلب تولید می کند.
محدودیت ها: تمایل زیاد به آلوده شدن، زمان ژله ای شدن کم، هزینهی بالا واستفاده آن تنها در دماهای پایین گزارش شده است.
ژل های پلیمری
ژل های پلیمری با استفاده از مخلوط کرن دو جزء ساخته می شوند. یکی از این اجزا پلیمرهای با وزن ملکولی بسیار بالا و دیگری مواد شیمیایی است که اتصال دهندهی عرضی نامیده می شود. ایجاد اتصال عرضی در پلیمرها ممکن است از طریق پیوند یونی، کوالانسی و یا بوسیلهی ژله ای شدن پلیمر بوجود آید. مهم ترین سیستم های پلیمری آلی مورد استفاده در صنعت نفت می توانند به صورت زیر طبقه بندی شوند:1) پلی اکریل آمید ها(پلیمری مصنوعی)
2) کو پلیمرها(پلیمرهای مصنوعی)
3) بیوپلیمرها
عوامل اتصال دهندهی عرضی نیز دو نوع هستند:
• فلزی(آلومینیوم سه ظرفیتی، کروم 6 ظرفیتی و 3 ظرفیتی، زیرکونیوم، تیتانیوم، بور و ...)
• آلی(فنولیک، فنول، هیدروکویینون، فوریل الکل و ... )
1) ژل های پلی اکریل آمیدی (PAM)
مشکلات استفاده از PAM : ناپایداری این پلیمر ها می تواند موجب سینرزیس، رسوب دهی و شکست ساختاری شود. انقباض در شبکهی ژلی، افزایش نفوذپذیری در هنگام گسترش سینرزیس، شکست ساختاری به دلیل وقوع تخریب های برشی، مشکل کنترل فرایند ژله ای شدن در دمای بالا و در نهایت به دلیل صلب بودن این نوع از ژل های پلیمری، نمی توان از آنها در آب بندی کانال ها و سوراخ های بزرگ استفاده کرد.موفقیت هایی که ژل های PAM تاکنون بدست آورده اند
این نوع سیستم ها با موفقیت در ترمیم شکستگی های بوجود آمده در دیوارهی چاه هایی مورد استفاده قرار گرفته است که دارای مخازن کم تا نسبتا بالا هستند. در ترمیم شکستگی ها، نتایج تئوری و میدانی فراوان نشان داد که استفاده از ترمیم کننده های ژله ای بسیار مؤثر هستند.پلیمرهای غیر ژله ای/ سیستم های ویسکوز(RPMs)
عملکرد اصلی این پلیمرها کاهش نفوذپذیری آب یا گاز نسبت به نفوذپذیری نفت خام است. بنابراین این مواد را اصلاح کننده های نفوذپذیری نسبی(RPM) می نامند. این مسئله به طور عملی ثابت شده است که پلیمرهای خطی مانند پلی اکریل آمید و پلی ساکارید(یک نوع بیوپلیمر غیر یونی) می توانند بر روی سطح سنگ ها جذب شده و باعث اصلاح غیر متناجس نفوذپذیری شوند. بسیاری از پلیمرها دارای این خاصیت هستند.مزیت ها: ، ما آرزومندیم که بعد از توسعه های دیگر در زمینهی پلیمرهای غیر ژله ای، بتوان اصلاح کننده های نفوذپذیری نسبی تولید کرد که از آنها در چاه های سالم استفاده نمود. در حال حاضر از این مواد در چاه های شکسته بدون ایزولاسیون نقطه ای استفاده می شود. این مواد تحت تأثیر کاتیون های چند ظرفیتی، اکسیژن و اسیدها قرار نمی گیرند. این مواد را می توان در مخازنی استفاده کرد که دمای آن تا 300 فارنهایت است.
محدودیت ها: این مواد علاوه بر کاهش نفوذپذیری مواد اضافی، نفوذپذیری نفت را نیز کاهش می دهند. PAM را نمی توان در دماهایی بالاتر از 165 فازنهایت، در مخازنی با میزان شوری کم استفاده نمود.
بیوپلیمرها
بیوپلیمرها نیز در کاربردهای WGSO مورد استفاده قرار می گیرند. این مواد نیز مانند PAM ها اتصالات عرضی ایجاد می کنند. این مواد نسبت به یون های دو ظرفیتی حساس نیستند. و همچنین مقاومت دمایی بیشتری نسبت به PAM ها دارند. علاوه بر این، این مواد نسبت به حمله های بیولوژیک مستعدترند.بیوپلیمرهای مورد استفاده در کنترل های تابعی عمدتا عبارتند از:
- گزانتان(xanthan)
- پلی ساکاریدها
- لیگنوسولفات های دارای اتصالات عرضی
- سدیم- کربوکسیل متیل سلولز
- مشتقات گوار(Guar)
- HEC
- DRISPAC
غرقه سازی ویسکوز
تولید آب اضافی در برخی اوقات باعث می شود شکافت پیش از موعد آب در طی غرقه سازی با آب، شود. غیر هموژنی ذخیره و سرعت موبیلیتهی غیر مناسب دلایل اصلی میزان تأثیر ناکافی سیستم است. اگر نفوذپذیری بالا میان تولید کننده و تزریق کننده ایجاد شود، مشکل به بهترین نحو و با استفاده از ترمیم پلیمری در دیوارهی تزریق کننده، آدرس دهی می شود. پلیمرهای با پیوند عرضی را می توان با موفقیت در بسیاری از این موارد استفاده نمود. برخی اوقات به جای این پلیمرها می توان از ژل های فومی نیز استفاده نمود.مسدود کردن انتخابی نقاط خروج آب
Zhu و Taib روشی را برای مسدود کردن نقاط خروجی آب ابداع کردند. آنها این روش را بوسیلهی رسوب دهی القایی توسعه دادند. در واقع این روش بر اساس اثر شوره زنی(salting out effect) ابداع کردند. در این روش الکل و دوغاب آب شور غلیظ تزریق می گردد. در این زمان کاهشی در میزان حلالیت نمک رخ می دهد که باعث رسوب دهی مواد جامد می شود. این کار موجب مسدود شدن جزئی و یا کامل راه ها می شود.مواد تزریق شوندهی متفرقه
یک تعداد از مواد تزریق شونده متفرقه وجود دارند. این مواد مخلوطی از مواد شیمیایی مختلف، سیمان، خاک رس، نفت و غیره هستند. این مواد جزء مواد منحرف کنندهی مسیر جریان(LCM ) هستند. در ادامه در مورد برخی از آنها صحبت می کنیم:مخلوط های سیمان- نفت
این مخلوط ها از گازوئیل یا نفت چراغ و سیمان خشک تشکیل شده اند که از آنها در کاربردهای WSO استفاده می شود. این مخلوط در سطح به صورت دوغاب تهیه شده و سپس به داخل کانال های تزریق می شود.مخلوط های بنتونیت-نفت (و سیمان)
نام شیمیایی بنتونیت سدیم مونت موری لونیت است. این ماده یک مینرال رسی است. این ماده باعث تولید دوغاب ویسکوز و با ویژگی تیکسوتروپی می شود. مقدار بادکردگی(انبساط) این رس تقریبا 10 درصد بیشتر از حجم اولیه است. این ماده یکی از اولین افزودنی های مورد استفاده برای کاهش وزن دوغاب سیمان است.مخلوط بنتونیت-نفت در هنگام تماس با آب متورم شده و باعث انسداد مؤثر بخش های مورد نظر می شود. مخلوط بنتونیت –نفت باید از طریق یک لولهی حفاری شده به داخل چاه پمپاژ گردد و در زمانی که این مخلوط با آب تماس پیدا کند، این اطمینان حاصل می شود که هیچ آلودگی آبکی در محیط وجود ندارد.

معرفی دستاوردهای دفاعی ایران (5)
در نظر داریم طی برنامه جدید خود در سال 1394، نسبت به معرفی تولیدات و دستاوردهای دفاعی کشورمان در قالب گزارش های کوتاه و همراه با توضیحات رسمی این محصولات، اقدام کنیم.
تمامی این دستاوردها، از منابع رسمی از جمله کتاب دستاوردهای دفاعی ایران که توسط وزارت دفاع و پشتیبانی نیروهای مسلح منتشر شده، استخراج می شود.
هدف از این رویه جدید ، کاستن از توضیحات و تحلیل های مطول فنی و قراردادن مستندات و توضیحات رسمی در خصوص این محصولات است و امید می رود مجموعا 500 محصول دفاعی، در ماههای آینده معرفی شوند.
در انتخاب این محصولات جهت معرفی نیز تلاش شده عمدتا تجهیزاتی انتخاب شوند که تاکنون کمتر از آنها تصاویر و اطلاعات رسمی در اختیار کاربران قرار گرفته باشد
لباس سربازان؛ از متحد الشکل شدن تا مقابله با دوربین های فروسرخ
لباس سربازان از روزهای اولیه تشکیل اولین ارتش های منظم جهان به صورت متحدالشکل تعریف شده و تا سالهای اخیر تغییر خاصی در آن مشاهده نمی شد. تغییر در نوع مواد سازنده پارچه لباس و ورود الیاف ترکیبی یا شیمیایی از جمله معدود تغییرات مهمی بودند که در لباس های سربازان اعمال شدند.کم کم با مشخص شدن اهمیت استتار در محیط رزم، لباس های مختلف رزمی برای شرایط مختلف اقلیمی طراحی و به نیروهای نظامی تحویل داده شد که هر کدام برای محیط خاصی طراحی شده است.
با ورود به قرن بیست و یکم و افزایش هرچه بیشتر پیشرفت های تکنولوژی در علوم نظامی و به موازات آن افزایش ضرورت کاهش تلفات نیروی انسانی رزمی، تلاش های گسترده ای در بخش های گوناگون برای این امر آغاز شد که تا به امروز نیز با جدیت تمام ادامه دارد.

یکی دیگر از بحث های جدید در مسئله افزایش بقاء پذیری سربازان، استتار در برابر سامانه های شناسایی فروسرخ است. امروزه یونیفورم سربازان ارتش های عضو ناتو از این قابلیت برخوردار هستند. این لباس های جدید با مواد جاذب امواج فروسرخ پوشیده شدند و امکان شناسایی شدن سرباز با این سیستم ها را بسیار کاهش داده و بقاء پذیری سربازان در میادین نبرد قرن بیست و یکم را شدیدا افزایش می دهند.
تولید نسل جدید لباس برای نیروهای پیاده ایرانی
صنایع دفاعی جمهوری اسلامی ایران نیز با توجه به نیاز نیروهای مسلح، طی سالهای اخیر چند مدل از لباس های نظامی را برای برطرف کردن نیازمندی های مختلف یگان های سپاه و ارتش طراحی کرده است که در بخش لباس نیروهای رزمی پیاده چند نوع پوشش در طرح های مختلف از جنس کتان به همراه مواد ترکیبی ساخته شده اند.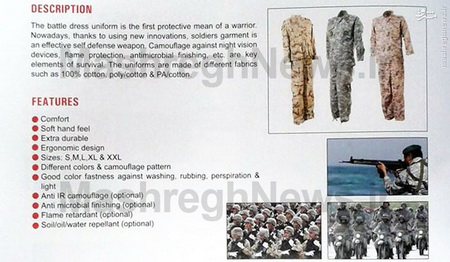
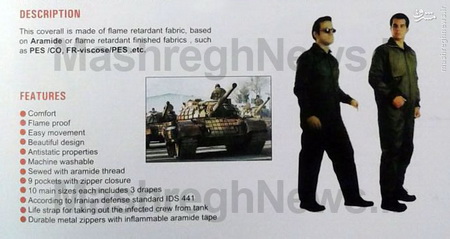
تن پوش ضد حریق ایرانی برای خدمه زرهی و هوایی
لباس خدمه پروازی محصول دیگری است که به طور کامل از مواد ضد حریق ساخته شده و در 10 سایز مختلف به بازار عرضه شده است. این لباس ها با استفاده از ماده Nomex که یک ماده موثر و مهم ضد حریق است، ساخته شده اند. با توجه به نیاز خدمه فنی پرواز و خلبانان برای حمل تجهیزات گوناگون، موارد مهم و جزییات قابل توجه مانند 9 جیب زیپ دار نیز بر روی این لباس ها تعبیه شده است.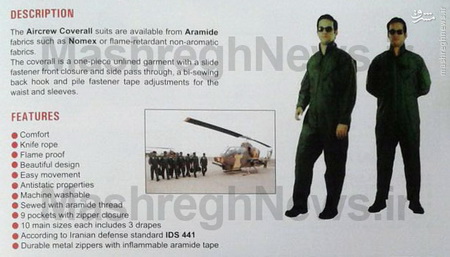
با توجه به اینکه تولید انبوه و ارائه این لباس ها به یگانهای عملیاتی و بخش های مختلف نیروهای مسلح کشورمان، پروسه ای زمان بر و هزینه دار است، نباید توقع و انتظار داشت که در بازه زمانی کوتاه، بخش قابل توجهی از نیروهای نظامی ایرانی دارای چنین تجهیزاتی شوند.

منبع:راسخون
دگرشکلی تغییر در شکل یک شی از طریق نیرو یا دما می باشد. این مقاله تفاوت میان دگرشکلی پلاستیک و الاستیک را مورد بحث قرار می دهد.
هر ماده ی جامد تحت مقدار صحیح نیرو می تواند شکسته شود. هرچند، موادی مانند فولاد و آلومینیوم هنگام اعمال فشار در ابتدا خم می شود. با افزایش فشار این مواد در نقطه ای خاص می شکند. از طرف دیگر، موادی مانند شیشه و سرامیک وجود دارد که به طور مستقیم و بدون خم شدن می شکند. معیار مورد استفاده برای تمیز دادن این دو دسته مواد یعنی خمش اولیه تحت فشار دگرشکلی نامیده می شود. مواد جامدی که می تواند تحت فشار تغییر شکل یابد با عنوان چکش خوار شناخته می شود و موادی که تحت فشار تغییر شکل نمی یابد مواد شکننده نامیده می شود. دگرشکلی پلاستیک و الاستیک دو روشی می باشد که می تواند ابعاد یک شی را تغییر دهد. اجازه دهید تفاوت میان آن ها را مورد بحث قرار دهیم.
برگشت شکل
دگرشکلی پلاستیک به خاطر فشار اعمال شده منجر به تغییر دائمی در شکل یا اندازه می شود که حتی بعد از حذف فشار نیز نمی تواند برگشت داشته شود.دگرشکلی الاستیک منجر به تغییر موقتی در شکل یا اندازه می شود که بعد از حذف نیروی اعمال شده خود به خود برگشت داده می شود.
نیروی مورد نیاز
دگرشکلی پلاستیک هنگامی رخ می دهد که نیروهای اعمال شده بر روی ماده ی جامد از حد خاصی تجاوز می کند. این حد الاستیک نامیده می شود.دگرشکلی الاستیک هنگامی رخ می دهد که نیروهای ضعیف تر از حد الاستیک ماده به کار برده شود. بدین خاطر ماده قبل از دگرشکلی پلاستیک دستخوش دگرشکلی الاستیک می شود.
تأثیر بر روی ساختار اتمی
دگرشکلی پلاستیک هنگامی رخ می دهد که پیوند میان اتم ها شکسته می شود و پیوندهای جدیدی تشکیل می شود که بازگشت به شکل اصلی را غیر ممکن می سازد.دگرشکلی الاستیک رخ می دهد زیرا با اعمال فشار پیوند ها منبسط می شود به طوریکه می تواند بعد از حدف فشار به موقعیت اصلی خود بازگردد.
تأثیر افزایش در نیرو
در دگرشکلی پلاستیک، تغییر در ابعاد جسم به طور مسستقیم با مقدار نیروی به کار رفته مرتبط نیست.در دگرشکلی الاستیک اگر نیروی به کار رفته افزایش یابد، تغییر بیشتری در شکل یا اندازه حاصل می شود.
کرنش سختی
تا یک حد خاص، دگرشکلی پلاستیک اتم ها را مجبور به حرکت می کند و نقص های میکروسکوپی در فلز را اشغال و آن را محکم تر می سازد. از این خاصیت که کرنش سختی نامیده می شود در صنایع برای تقویت فلزات و پلیمرها استفاده می شود.از آنجا که تغییر شکل الاستیک باعث تغییرات اتمی دائمی نمی شود، در استحکام فلزات سهمی ندارد.
مراحل فرآیند
دگرشکلی پلاستیک در مراحل متمایز صورت می گیرد. اول، آن باعث کرنش سختی می شود، به دنبال آن باریک شدگی قرار دارد و در نهایت شکستگی در قسمت باریک رخ می دهد.دگرشکلی الاستیک یک فرآیند سر راست است که در آن تغییر شکل با افزایش در نیرو افزایش می یابد تا زمانی که به حد الاستیک برسد.
دینامیک انرژی
در دگرشکلی پلاستیک، بیشتر انرژی داده شده به ماده ی جامد به صورت گرما بیرون داده می شود و قسمت کوچکی از آن برای تغییر دادن ابعاد مورد استفاده قرار می گیرد.در دگرشکلی الاستیک انرژی داده شده به جسم در پیوندهای اتمی منبسط شده ذخیره می شود. اتم ها این انرژی را آزاد می کند و به موقعیت اصلی خود باز می گردد.
احتمال
دگرشکلی پلاستیک حقیقی در واقعیت دیده می شود. دگرشکلی پلاستیک در موقعیت هایی دیده می شود که اجسام قرار گرفته در معرض فشار زیاد به شکل اصلی خود باز نمی گردد.دگرشکلی الاستیک کامل در عمل هرگز مشاهده نمی شود زیرا، بازگشت 100 درصد ابعاد یک جسم حتی برای کوچکترین نیروها نیز ممکن نیست.
مثال
مثال دگرشکلی پلاستیک هنگامی است که یک جالباسی فلزی خم می شود و به شکل اصلی خود باز نمی گردد ومثال دگرشکلی الاستیک نوار لاستیکی فشرده شده است که بعد از آزاد شدن به شکل اصلی خود باز می گردد.

منبع:راسخون
این مقاله لولههای CPVC و PVC را با یکدیگر مقایسه کرده است. چنانچه جهت نصب یکی از این لولهها در خانه خود در حال برنامهریزی بوده و در انتخاب این دو سردرگم شدهاید، در این صورت پس از خواندن این مقاله، در موقعیتی قرار خواهید گرفت که میتوانید تصمیم درستی بگیرید.
تفاوت میان 40 Schedule و 80 Schedule
لولههای PVC و CPVC هر کدام در دو دستهی مختلف، یعنی، 40 Schedule و 80 Scheduleقرار دارند. لولهی 80 Scheduleگران قیمت بوده و قابلیت مقاومت در PSI (واحد فشار) بالاتری را داشته و دارای دیوارههای ضخیمتر از همتای خود (یعنی pvc) هستند. هر دو دسته قطر خارجی یکسانی دارند.«CPVC» مخفف پلی وینیل کلراید کلرینه شده است. این لوله به این لحاظ معروف است که در برابر رنج حرارتی وسیعی مقاومت میکند. پی وی سی، یکی از متداولترین لولههای مورد استفاده در سرتاسر جهان بوده که (گاهی اوقات به اختصار RPVC نامیده میشود) مخفف آن پلی ونیل کلراید میباشد. این لوله دارای خواص مکانیکی و عایقبندی خوبی است. این لولهی پلاستیکی سفید که به جهت مقاصد لوله کشی و زهکشی از آن استفاده میشود، جایگزین لولهکشیهای فلزی شده است.

مقالهی حاضر، میان این دو لوله مقایسهای انجام داده و در آخر متوجه خواهید شد که چه موقع از لولههای CPVC و یا PVC استفاده نمایید.
PVC در مقابل CPVC
ساخت لوله
? رزین پلی وینیل، کلرینه شده تا لولههای CPVC را شکل دهد.? عنصر اصلی و اولیهی PVC، وینیل کلراید است، و
توسط دی اتیلن شکل میگیرد.
سایزها و اندازههای در دسترس (در سانتیمتر)
? 96ر60 و 8ر50، 72ر45، 64ر40، 56ر35، 48ر30، 4ر25، 32ر20، 24ر15، 7ر12، 16ر10، 62ر7، 54ر2، 904ر1، 27ر1، 9525ر0، 635ر0
? 96ر60 و 8ر50، 72ر45، 64ر40، 56ر35، 48ر30، 4ر25، 32ر20، 24ر15، 7ر12، 16ر10، 62ر7، 54ر2، 904ر1، 27ر1، 9525ر0، 635ر0، 3175ر0
مقاومت دمایی
? این لوله در برابر درجه حرارت بیشتر مقاومت کرده و نسبت به لولههای PVC از کلر بیشتری برخوردار است. این لوله میتواند تا دمای 190 درجهی فارنهایت (778ر87 درجهی سانتیگراد) را تاب بیاورد. بنابراین بخوبی میتواند آب داغ را انتقال داده و تحمل کند.? بر طبق استانداردهای ASTM (انجمن سنجش و مصالح ساختمانی آمریکا) این لوله میتواند از عهدهی آب یا مایعاتی تا دمای 140 درجهی فارنهایت (60 درجهی سانتیگراد) برآید. بنابراین نمیتواند جهت انتقال آب داغ مورد استفاده قرار گیرد.
مقاومت در برابر آتش
? در مقایسه با لولهی PVC، این لوله مقاومت بیشتری در برابر گرما داشته و چنانچه در معرض شعلهی مستقیم قرار نگیرد، میتواند خود را اطفاء و فرونشاند.? در حقیقت، آب جوش به راحتی میتواند به این لوله آسیب برساند، بنابراین، نمیتواند در برابر گرما و یا شعلههای زیاد مقاومت نماید.
مقاومت شیمیایی
? این لولهها نسبت به اسیدهای معدنی، بازها، هیدروکربنهای آلیفاتیک، نمک بیاثر بوده و عاری از خوردگی گالوانیکی میباشند.? اگر چه لولههای PVC نسبت به مواد شیمیایی مانند استرها esters، کتونها ketones، اترها ethers و هیدروکربنهای آروماتیک مقاوم نیستند، اما به خوبی میتوانند در برابر الکل، چربی، روغن یا نفت، بنزین آروماتیک آزاد مقاومت نمایند.
مواقع استفاده از لولههای CPVC یا PVC
لولههای پی وی سی تنها جهت لوله کشی و تهویه در نظر گرفته شدهاند به این دلیل که نمیتوانند با فشار بیش از حد مقابله نمایند. از سوی دیگر، CPVC میتواند فشار بالاتر و درجه حرارت بیشتری را نسبت به PVC تحمل کند. لولههای CPVC به رنگ کرم نزدیک به سفید یافت میشوند، در حالی که، لولههای پی وی سی سفید رنگ میباشند. با توجه به مقاومت کارآمد آن در برابر خوردگی و حرارت، CPVC گزینهی رایجی در کاربردهای صنعتی است.

منبع:راسخون
کیفیت کاغذ بعضی کتابها و مجلات، بسیار عالی است. تولید کاغذ فرایند بسیار سادهای است. تولیدکنندگان کاغذ الیاف گیاهی را در آب معلق میکنند و سپس آنها را از یک صافی الک گونه میگذرانند. آب از الک عبور میکند و ورقهای از الیاف بر روی آن تشکیل میشود. همین ورقه الیاف است که پس از خشک شدن به ورق کاغذ تبدیل میشود. این فرایند اساسی از زمانی که در حدود 200 سال قبل از میلاد در چین برای اولین بار کاغذ ابداع شد، تا به اکنون تغییر نکرده است.
چینیها اولین کاغذها را تقریباً به طور کامل از کنف میساختند. بعدها هنگامی که تکنیک تولید کاغذ به غرب ممنتقل شد، از پارچه (یعنی مخلوطی از کنف و کتان) برای این کار استفاده کردند. در اوایل قرن بیستم پنبهی ارزان قیمت، محصول صنایع رشدیابندهی نساجی، به تدریج جای کنف را گرفت. صنعت تولید کاغذ از کاه و نعناع وحشی نیز برای تولید کاغذ استفاده کرده است، ولی قسمت عمده کاغذ از مغز چوب به دست میآید.
رایجترین چوبهای نرمی که برای تولید کاغذ به کار میروند، چوب درختان کاج و صنوبر هستند. چوبهای سخت عبارتاند از چوب درختان سپیدار، زان، غان، و اکالیپتوس.
انتخاب چوب به عنوان مادهی اولیهی تولید کاغذ از لحاظ اقتصادی بسیار مقرون به صرفه است. دانشمندان پیوسته در این فکر هستند که درختان سریع رشد یابنده را پرورش دهند. در شرایط آب و هوایی مناسب، حداکثر میزان رشد یک درخت، 30 متر ارتفاع و 75 سانتیمتر تنه در طول مدت 5 سال است. 9 سال میکشد تا درختان کاج و صنوبر به سن بلوغ برسند.
ابتدا الیاف چوب را به طریق مکانیکی تهیه میکردند. تنههای بزرگ درختان به وسیلهی چرخ تراش مخصوص به باریکههای مجزا تبدیل و از آنها برای تکمیل الیافهای گران قیمتتر استفاده میکردند. نوز از این فرایند مکانیکی برای تولید کاغذهای ارزان روزنامهها استفاده میشود، اگرچه امروز خمیر کاغذ از طریق شیمیایی نیز تهیه میشود. کلیهی خمیرهای کاغذ به یکی از دو روش زیر تهیه میشوند.
تهیه کاغذ
روش تهیه مکانیکی
قسمت عمدهی کاغذ مجلهها از طریق مکانیکی عمل میآید. برای این کار پوست تنهی درختان را میکنند و مغز چوب را به طریق مکانیکی آسیاب میکنند. در این فرایند، رطوبتی که در مغز چوب وجود دارد مهم است و به همین دلیل معمولا مغز چوبهای خشک را مرطوب میکنند. بعد از آسیاب کردن، مغز چوب را از غربالهایی میگذرانند تا قسمتهای آسیاب نشده از آن جدا شود.در فرایند مکانیکی، الیاف چوب بر خلاف سایر الیاف، به طور کامل جدا نمیشوند. مادهی لینین چوب که رشتههای الیاف آن را به هم میچسباند و به چوب حالت سفت و سختی میدهد، باید از طریق شیمیایی حل شود، تا الیاف به طور کامل از هم جدا شوند.
یکی از فرایندهایی که در آنها کاغذ از طریق شیمیایی تولید میشود، فرایند سولفات (یا کرافت) است. در فرایند شیمیایی، تراشههای چوب را در محلولهایی که لینین را در خود حل میکنند، میجوشانند. کرافت یک کلمهی آلمانی است و معنای آن "محکم" است. منظور از سولفات، سولفات سدیم است که برای جوشاندن چوب به کار میرود، اگرچه در این فرایند ئیدروکسید سدیم و سولفید سدیم عامل فعال هستند.
در فرایند شیمیایی مغز چوب به سلولوز تقریباً خالص تبدیل میشود. اگرچه معمولاً کاغذ را بعداً میشویند تا سفید شود، ولی تفاوت میان پرداخت شیمیایی و پرداخت مکانیکی از میان نمیرود. کاغذی که به طریق شیمیایی تولید میشود به طور قابل توجهی از کاغذ روزنامه سفیدتر است. رنگ کاغذ روزنامه به دلیل ناخالصیهایی که پس از پرداخت مکانیکی در آن باقی میماند و همچنین به دلیل اینکه در فرایند مکانیکی الیافهای چوب به طور کامل از هم جدا نمیشوند، زرد رنگ است. کاغذی که به طریق مکانیکی تولید میشود، به دلیل آنکه تا حدودی تار است، برای چاپ مناسب است. اما همین کاغذ به مرور زمان و یا هنگامی که در معرض نور قرار میگیرد زرد رنگ میشود. دلیل این امر، وجود مادهی لینین است که در خمیر کاغذ باقی میماند.
در تولید کاغذ برای بعضی مجلات میان روش مکانیکی و روش شیمیایی توازن نسبتاً خوبی برقرار میشود. روش مکانیکی از روش شیمیایی ارزانتر است. معمولا برای جلد مجلات، به دلیل آنکه دایم در معرض نور هستند، از کاغذ تولید شده به روش شیمیایی استفاده میکنند، اما برای بقیهی صفحات کاغذ تولید شده به روش مکانیکی به کار میبرند. به همین دلیل، این نوع کاغذها به محض اینکه نور میبینند به اصطلاح پیر میشوند. معمولاً جلد مجلات کاغذهای داخل آن را در مقابل نور محافظت میکند. کیفیت بهتر کاغذ جلد مجله این مزیت را هم دارد که میتوان بر روی آن عکس رنگی چاپ کرد و حالت جالب توجه و جذابی به مجله داد.
فرایند اسید سولفیت، که در سال 1870 ابداع شد، روش مهم دیگری برای حل کردن لینین به طریق شیمیایی است. در این فرایند، تراشههای چوب را با کلسیم ئیدروژن سولفیت و اسید گوگرد تا دمای حدود 180 درجهی سلسیوس میجوشانند. بهرهی الیاف به دست آمده از چوبهای نرم در این فرایند بین 45 تا 50 درصد است. این الیاف به راحتی قابل شستشوست و بنابراین در پرداختهای بعدی کاغذی تولید میکند که محکم و چگال است، اما خیلی کدر نیست.
در فرایند سولفیت خنثی، آمیزهای از سدیم سولفیت و سذیم ئیدروکسید، لینین را در دمایی بین 186 تا 185 درجهی سلسیوس حل میکند. بهرهی این فرایند70 درصد است. این محلول لینین را تا آنجا حل میکند که الیاف کاملاًاز هم جدا شوند و از خمیر حاصل برای تولید کاغذهای محکم مثل مقوا، و کاغذهای موجدار استفاده میکنند.
انتخاب نوع چوب نیز به نوع الیافی که در پرداخت تولید میشود بستگی دارد. چوبهای نرم، معمولاً الیافی تولید میکنند که طول آنها پس از پرداخت شیمیایی، در حدود 3 میلیمتر است. طول الیاف حاصل از چوبهای سخت معمولا بین 1 تا 2 میلیمتر است.
تهیهی خمیر کاغذ
مرحلهی بعد در پرداخت خمیر، زبر کردن قسمتهای خارجی الیاف است. این روش را روش رشته رشته کردن میگویند. در این روش پوستهی خارجی جدارهای الیاف را به درجات مختلف میکنند و ریشه های کوچکی تولید میکنند. این فرایند مساحت سطح الیاف را افزایش میدهد و پیوند میان الیاف را در کاغذ پرداخت شده اصلاح میکند و در نتیجه میزان استحکام کاغذ را افزایش می دهد. همهی الیاف گیاهی برای پرداخت به وسیلهی این روش مناسب نیستند. کنف از همه بهتر و راحتتر است، اما در عوض خیلی گران است.یکی از اولین ماشینهایی که برای ناصاف کردن سطح الیاف به طریق مکانیکی به کار میرفت، کوبندهی هولاندر نام داشت. این ماشین در اواخر قرن هفدهم متداول شد. این ماشین متشکل بود از یک استواننه با میلههایی آهنی در امتداد طول آن که به آن حالت شیار میداد. استوانهی شیاردار به طور افقی در داخل یک لاوک بیضوی و در مقابل یک پایهی قابل تنظیم میچرخید. الیاف معلق در آب هنگامی که از لای استوانهی چرخان و پایه عبور میکردند، زبر میشدند. هنوز در تولید دستی از این کوبنده استفاده میشود، ولی در صنعت به جای این کوبنده از خمیرکنهای ئیدرولیکی استفاده میکنند.
دستگاه خمیرکن، ظرف بزرگی به شکل فنجان است که یک برنده با سرعت زیاد در ته آن میچرخد. برنده خمیر را به طرف بالا پرتاب میکند و آن را به داخل تیغهها برمیگرداند. این ماشین سریع نه تنها ورقههایی از خمیر یا کاغذهای باطله، بلکه تمام یک تودهی خمیر را میتواند ببرد. عمل بریدن و رشته رشته کردن در این ماشین خیلی سریعتر از کوبنده صورت میگیرد.
تکنولوژی مدرن انواع مختلفی از تجهیزات سریع را برای خارج کردن ناخالصیها، تودههای الیاف، و اجسام خارجی از داخل خمیر کاغذ وارد بازار کرده است. این تجهیزات در بهتر کردن خواص الیاف و همچنین در بالا بردن کیفیت کاغذ تولید شده تأثیر زیادی داشته است.
در این فرایند، االیاف جذب آب میشود. الیاف خیس شده قابلیت انعطاف پیدا میکند و یک شبکهی حصیری ریز بافت تشکیل میدهد. در نتیجه آب الیاف آزادانه از آن خارج میشود. طولی از الیاف که برای ماشینهای کاغذسازی موجود مناسب است برابر 0.05 تا0.03 میلیمتر است. اگر الیاف سفت و اسفنجی باشند، کاغذ حاصل ضعیف، حجیم و شل خواهد بود که مشخصهی کاغذهای کاهی است. اگر الیاف خیلی خیلی بلند باشند، هنگام معلق شدن در آب به هم میپیچند و ورقههایی با لکههای اضافی تولید میکنند. و اگر خیلی خیلی کوتاه باشند قدرت پیوند آنها در داخل ورقهی کاغذ خیلی ضعیف میشود. اگر میزان کوبیدن بیش از حد زیاد باشد، کل ساختار الیاف در هم کوبیده میشود و نوعی ژله تولید میکند. از این خمیر برای تولید کاغذهای ضدچربی و شفاف استفاده میشود.
به طور کلی مقاومت فشاری، مقاومت تاشوندگی و مقاومت کششی کاغذ در اثر کوبیدن و در نتیجه افزلیش میزان رشته رشته شدن تا یک حد معین، افزایش می یابد. اما مقاومت پارگی کاغذ با کوتاه شدن الیاف در اثر کوبیده شدن، به سرعت کاهش مییابد. در عمل نوعی توازن میان این شیوههای مختلف همواره ضروری است.
هنر تولید کاغذ
لباس سفارشی دوز
تا اوایل قرن نوزدهم تمامی تولیدکنندگان کاغذ، کاغذ را با یکی از دو روش دستی زیر تولید میکردند. در یک روش، یک قالب دست ساز را از داخل یک خمرهی الیاف معلق شده بیرون میکشیدند.متناوبا قالب را در آب تمیز شناور میکردند و خمیر متراکم در آن میریختند. خمیر به طور یکنواخت ذر باللای قالب توزیع و سپس قالب به عقب کشیده میشد.
ماشین کاغذسازی مدرن فورد رینیر نلم ددارد. در آن الیاف به روی سیم متحرک جاری می شود. تکانهای از پهلو باعث می شود که الیاف به طور یکنواخت توزیع شود. ابتدا مقداری از آب اضافی به طور خود به خود از الیاف خارج میشود، سپس جعبههای خلأ که در زیر سیم قرار دارند مقدار بیشتری از آب را میمکند. آنگاه کاغذ خیس به روی یک نمد متحرک منتقل میشود تا مقدار باز هم بیشتری از آب آن گرفته شود و بالاخره به روی استوانههای بزرگ با بخار داغ شده میرود و در آنجا مقدار رطوبت آن تا به 4 یا 6 درصد کاهش مییابد.
کیفیت کاغذهای تیره برای چاپ بهتر است، زیرا همین تیرگی باعث میشود که مطالب چاپ شده از طرف دیگر دیده نشود. صنعت کاغذسازی با افزودن چیزهایی به نام مواد افزودنی تیرگی کاغذ را افزایش میدهند.
تولیدکنندگان کاغذ ابتدا در سال 1733 گل چینی به الیاف اضافه میکردند. سپس در سال 1820 سولفات باریوم و بعدها در دههی 1920 کربنات کلسیم را نیز به آن افزودند. در سالهای دههی 1930 کاربرد دی اکسید تیتانیوم ، که تیرگی کاغذ را به مقدار قابل توجهی افزایش میداد، رایج شد. این مواد افزودنی را در مرحلهی خمیر به کاغذ اضافه میکردند، بنابراین وقتی ورق کاغذ شکل میگرفت این مواد در میان الیاف آن رسوب میکرد. همین امر باعث میشد که سطح کاغذ صاف و هموار شود.
کلر از اولین مواد سفید کننده بود، اما اگر بعد از استفاده از کلر کاغذ را خوب نمیشستند، به سرعت تباهی پیدا میکرد. کاغذهای امروزی را با وسایل اپتیکی سفید میکنند. مثل پودرهای "سفیدتر از سفید" که نور فرابنفش را جذب و سپس آن را در گسترهی نور مرئی دوباره گسیل میکنند.
الیاف سلولوز رطوبتگیر هستند و بنابراین رطوبت هوا را به خود جذب میکنند. این الیاف برای تولید کاغذ خشککن خیلی خوب هستند، اما برای کاغذ چاپ خوب نیستند. بنابراین کاغذ را باید در فرایندی به نام فرایند چسب اندودی یا آهار زنی ضد آب کنند.
در قدیم عامل اندود چسب آمیزهای از ژلاتین و سولفات آلومینیوم بود. سولفات آلومینیوم را تولیدکنندگان کاغذ آلوم میگویند. آلوم پروتئین را لخته میکند و بنابراین با مقدار کمتری ژلاتین آهار سختتری به کاغذ میدهد.
بعضی کاغذها از جمله کاغذهای ضد روغن و کاغذهای پوستی احتیاج به نوعی موواد افزودنی خاص دارند که آنها را همواره مرطوب نگه دارد. بنابراین، این نوع کاغذها هیچ وقت خشک نمیشوند. این افزودنیهاعمدتاً پلی ئیدروکسی آلی مثل دی اتیلن گلیکول ، سوربیتول، و مخلوطی از فروکتوز و گلوکوز هستند. سایر افزودنیها به اصلاح خواص کاغذ تولید شده، یا به آسانتر شدن پرداخت آن کمک میکنند.
کیفیت هر تصویری که بر روی کاغذ چاپ میشود به سطح ورق کاغذ بستگی دارد. تعداد زیادی عملیات پایانی وجود دارد که میتوانند مشخصههای کاغذ را تغییر دهند. دو عملیات عمده عبارتاند از اندود کردن و نورد کردن.
اندود کردن فرایندی است که در آن یک لایه گل رس، یا سایر رنگدانهها، قسمت پایهی کاغذ را میپوشاند. مواد چسبناک لایهی اندود را خوب به قسمت پایه میچسبانند. اندود معمولا هر دو طرف کاغذ را میپوشاند. در نتیجه سطح کاغذ هموار و برای چاپ آماده میشود. مواد چسبی عبارتاند از الکلهای پلی وینیل و نشاستهای که با فرایند شیمیایی اصلاح شده است.
ماشین پرس سطح کاغذ را صاف و هموار میکند. این فرایند در سادهترین صورت به این ترتیب است که کاغذ به تعدادی استوانهی قائم که سطح همهی آنها از فلز کروم براق و داغ است خورانده میشود. این ماشین از طریق فشار و سرعتهای چرخش مختلف ورقهی کاغذ را فشرده و براق میکند. کنترل میزان رطوبت کاغذ در خلال این عملیات بسیار مهم است. غالبا باید آب به کاغذ اضافه شود تا کارایی درست خود را باز یابد.
"ته نشان" در اوراق بانکی ـ مثل اسکناس، سفته، اوراق بهادارـ بهترین آزمون برای تشخیص تقلبی یا واقعی بودن آنهاست. ته نشان واقعی در اثر راندن کاغذ از میان یک غلتک بخصوص، بر روی اوراق بانکی حک میششود. در این غلتکها یک شبکه سیمی وجود دارد و نقشی بر روی این شبکه سیمی دوخته شده است. غلتک کاغذ را در ناحیهی شبکهی سیمی و در محل سیمها متراکم میکند و نقش دوخته شده را روی آن میاندازد. در نتیجه، کاغذ در این نواحی نازکتر در مقابل نور شفافتر از بقیهی نواحی هستند.
کاغذهای مخصوص چاپ اسکناس را به دقت مراقبت میکنند. جاعلان اسکناس سعی میکنند با موم اندود کردن کاغذ، نقش ته نشان را تقلید کنند این موم اندودن، کاغذ را در مقابل نور شفافتر جلوه میدهد. اما کشف این موضوع بسیار راحت است، زیرا این نوع کاغذهادر محل نقش، آب را دفع میکنند، در حالیکه نقش روی اسکناس واقعی درست به اندازهی بقیهی قسمتهای اسکناس آب جذب میکند، نه کمترـ نه بیشتر.
کیفیت نقش روی اوراق بانکی به الیافهای کاغذ بستگی دارد. کاغذ مخصوص اسکناس حاوی لینین و مانیلا (یک الیاف گیاهی) است. طول این الیاف در حدود 2 تا 3 میلیمتر است که خیلی بلندند. الیافهای کوتاه برای فرایند ته نشان خیلی خوب هستند. اما در صورتی که الیاف به کار رفته در تولید کاغذ کوتاه باشد، غلتک بیش از حد کاغذ را تغییر شکل میدهد. درنتیجه طول الیاف یک عامل تعیین کننده در کیفیت کاغذ اسکناس است.
مشکلات آلودگی
کاغذ تمیز نداریم
آلودگی یکی از مشکلات عمده و سابقهدار صنعت کاغذ است. غلظت معمولی یک محلول تعلیق الیاف در حود یک درصد است. بنابراین، در حدود 100 برابر آب برای تولید یک مقدار معین کاغذ لازم است. به علاوه، فرایندهای شیمیایی مستلزم حدود 100000 تا 300000 لیتر آب برای تولید هر تن کاغذ است.یک منبع تمیز و پرآب برای تولید کاغذ ضروری است، و به همین دلیل است که اکثر کارخانههای تولید کاغذ در کنار رودخانه قرار دارند. کنترل اکیدا بهداشت محیط، در این ارتباط، به این معنی است که این صنعت آلودگی ناشی از پرداخت شیمیایی خمیر کاغذ را به حد زیادی کاهش بدهد. اکنون کارخانههای کاغذسازی قسمت عمدهای از مواد شیمیایی دفع شده را، قبل از ورود به آب جاری، جدا میکنند و دوباره از آن استفاده میکنند.
با وجود این، سفیدکنندهها هنوز مشکلات زیادی ایجاد میکنند. سفید کنندهها معمولا بر سه نوعاند: کلر، پراکسید ئیدروژن، و دی اکسید گوگرد. کارخانههای کاغذسازی این مواد را ابتدا خنثی و رقیق میکنند و سپس آنها را به رودخانه تخلیه میکنند.
اگرچه اثر عمدی کنترلهای سفت و سخت بهداشت محیط در این جهت است که صننعت کاغذ سازی میزان آلودگیش را کاهش بدهد، اما این تمایل در آن دیده میشود که این مشکلات را به کشورهای توسعه نیافته، که در آنها مقررات دست و پاگیر کنترل بهداشت آنچنان دقیق نیست، منتقل کند.
در سوئد، یکی از کارخانههای کاغذ سازی اجازه ندارد یک نوع کاغذ با کیفیت بسیار عالی تولید کند، زیرا تولید این کاغذ مقررات کنترل آلودگی محیط را نقض میکند. این کارخانه به جای آنکه طرح تولید خود را مطابق با استانداردهای موجود در آن کشور تغییر دهد کارخانهاش را به برزیل منتقل کرده است.

منبع:راسخون
روش های پلیمریزاسیون
در بین چندین روش پلیمریزاسیون گزارش داده شده برای آماده سازی MIP ها (یعنی روش های بالک، سوسپانسیونی، رسوب دهی، تورمی و پلیمریزاسیون در جا)، روش پلیمریزاسیون در جا متداول ترین روش مورد استفاده است. این روش ساده و همه کاره است. پلیمریزاسیون بالک بر اساس سنتز پلیمرهای مونولیتیکی بلوک انجام می شود. بعد از تهیه ی پلیمر مورد نظر، فرایند خردایش، آسیاب کاری و آسیاب کردن برای تولید اندازه ی ذرات مناسب، مورد استفاده قرار می گیرد. با استفاده از فرایند رسوب دهی، اندازه های این ذرات در گستره ی 25 تا 50 میکرون تنظیم می شود. ذرات باقیمانده با اندازه ی مناسب، خشک می شوند و در میان دو فریت، بسته بندی می شوند. پلیمریزاسیون بالک یک فرایند زمان بر و هزینه بر می باشد. شکل غیر منظم ذرات دارای اثر مهمی بر روی قرارگیری و پک شوندگی ذرات در داخل ستون آزمایش دارد. این مسئله مخصوصا در زمانی نمود دارد که از این ذرات در LC با فاز ثابت یا الکتروکروماتوگرافی کاپیلاری (CEC) استفاده می شود. در پلیمریزاسیون سوسپانسیونی، مخلوط پلیمریزاسیون در حلال آلی به صورت سوسپانسیون در می آید. در این سوسپانسیون قطراتی از جنس غیر متجانس با حلال آلی وجود دارد. فرایند با استفاده از یک مکانیزم رادیکال آزاد، در این قطرات انجام می شود و هر قطره به عنوان یک رآکتور عمل می کند. این روش، روش قابل اطمینان برای تولید پلیمرهاست و دارای بازده بالایی است. همچنین استفاده از این فرایند، خواص کروماتوگرافی را بهبود می دهد. روش پلیمریزاسیون دیگر، روش رسوب دهی است. این روش نسبت به روش های دیگر متفاوت است. علت این تفاوت استفاده از مقادیر قابل توجه از پروژن نسبت به روش بالک می باشد. در طی این فرایند، زنجیره های پلیمری رشد داده می شوند و به خاطر عدم حلالیت آنها در فاز مایع، رسوب می کنند. کنترل دقیق پارمترهای مختلف که بر روی فرایند پلیمریزاسیون، اثر می گذارند، موجب پدید آمدن کره های میکرویی و نانویی می شود. علاوه بر سادگی و بازده بالای واکنش، برخی محدودیت ها برای این روش بیان شده است. از جمله از این محدودیت ها می توان استفاده ی از مقادیر قابل توجه از حلال های پروژنی و عوامل واکنش را بیان کرد. به نظر می رسد که اشکال غیر منظم و طبیعت کلوئیدی ذرات بدست آمد، نیز از جمله سایر محدودیت های این روش به شمار می آید. برای برطرف کردن برخی از محدودیت های مربوط به اندازه، توزیع و شکل ذرات MIP، یک روش پلیمریزاسیون بر پایه ی تورم ذرات با اندازه ی یکسان، توسعه یافته است. این روش،روشی بهبود یافته است که منجر به توسعه ی پیش ماده های پیچیده تر می شود. اگرچه بازده این روش بالاتر است، اما این روش بهبود یافته بیشتر محدود به کارهای آزمایشگاهی است و برای پیش ماده های پیچیده، مورد استفاده قرار می گیرد.MIP ها همچنین می توانند با روش پلیمریزاسیون درجا تولید شوند. با استفاده از این روش، مونولیتیک هایی از جنس MIP به صورت کوالانسی بر روی دیواره ی داخلی یک لوله ی کاپیلاری از جنس سیلیس فیوزد شده، ایجاد می شوند. در این روش از فریت استفاده نشده است. برای حصول پلیمریزاسیون، لوله های کاپیلاری تحت تابش UV قرار می گیرند. این کار در داخل یک حمام حرارت دهی انجام می شود. در مرحله ی نهایی، بخش سیلیسی شسته می شود. این کار با استفاده از حلال های مناسب انجام می شود. این روش نسبت به روش قبلی ساده تر و سریع تر است.
MIP ها در استخراج حالت جامد
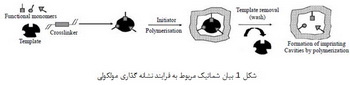
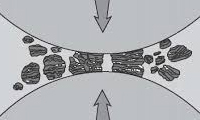
استخراج از فاز جامد (MISPE) می تواند به عنوان پیشرفته ترین کاربرد MIP ها در نظر گرفته شود. روش استخراج می تواند به صورت مزدوج شده با روش کروماتوگرافی مایع (LC) یا بدون آن، مورد استفاده قرار گیرد. در این روش استخراج حالت جامد، ذرات MIP به عنوان مواد جاذب انتخابی، مورد استفاده قرار گیرد. این پلیمرها می تواند در داخل ستون های PLC یا در بین بخش های فریتی، قرار داده شوند. روش MISPE میزان دستکاری نمونه را به حداقل می رساند و میزان اتلاف مواد مورد آزمایش را کاهش می دهد. روش بدون LC، روشی ساده تر و متدول تر است. مشابه SPE کلاسیک، اصول MISPE از چهار مرحله تشکیل شده است: آماده سازی جاذب، نفوذ نمونه به داخل MIP، شستشو و زدایش ترکیبات سطح مشترک مولکولی و شستشوی مواد مورد آنالیز (شکل 1). انتخاب حلال برای مرحله ی انتقال، باید به طور خردمندانه انتخاب گردد به نحوی که حلالی انتخاب گردد که میزان قطبی بودن آن مشابه حلال مورد استفاده در فرایند پلیمریزاسیون باشد. در مراحل دیگر، حلال باید قادر باشد از ایجاد برهمکنش های میان مونومرهای باقیمانده بر روی سطح MIP، جلوگیری کند؛ بدون آنکه برروی مکان های اتصال،اثر بگذارد. بعد از واجذبی مواد مورد آزمایش قرار گرفته، با استفاده از یک حلال مناسب، قادریم تا برهمکنش های میان مواد مورد آنالیز و MIP ها را قطع کنیم.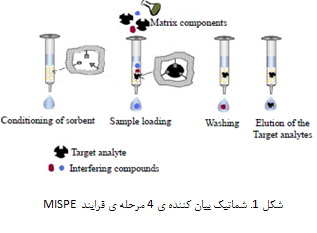
باقیمانده ی آفت کش ها در مواد غذایی می تواند موجب پدید آمدن ریسک های بسیاری برای سلامتی انسان ها شود ؛ بنابراین، بررسی این مواد در داخل مواد غذایی، یکی از مسائل مهم در صنعت محسوب می شود. تکنیک های تحلیلی به منظور تشخیص و ردیابی باقیمانده ی آفت کش ها در داخل غذا، بسیار حساس هستند زیرا مقدار این آفت کش ها در داخل مواد غذایی، بسیار اندک می باشد. همچنین تنوع و پیچیدگی نمونه ها و آفت کش های مورد استفاده موجب می شود تا نیاز به روش های جدید، بیشتر به چشم بخورد. هر بررسی دقیق که در آن از چندین روش استفاده شده است، معمولا برای تشخیص و ارزیابی میزان باقیمانده ی آفت کش ها در داخل مواد غذایی، مورد استفاده قرار می گیرد. اکثر این روش ها، نیازمند یک مرحله ی آماده سازی نمونه هستند. در این روش های آماده سازی، مواد شیمیایی مورد نظر از زمینه ی پیچیده به داخل یک محیط جدید، انتقال می یابد که این محیط جدید با روش آزمایش و آنالیز همخوانی دارد. اغلبا در این مرحله، یک پیش ماده ی تمیز از مواد مورد آنالیز، ایجاد می کند که زمان آماده سازی در این حالت، زیاد است و اگر نکات کاری در این مرحله رعایت نشود، امکان ایجاد خطا در محاسبات وجود دارد. برای جداسازی و اندازه گیری کمی، روش های تحلیلی GC و HPLC معمولا انتخاب می شوند. استخراج از فاز جامد، اغلب انتخاب می شود اما فقدان خاصیت گزینش پذیری در این روش، موجب می شود تا استفاده از این روش، مشکل آفرین باشد. یک ابزار قدرتمند در آماده سازی نمونه، تکنولوژی نشاندار کردن مولکولی است. یک محدودیت شناخته شده برای MIP ها، مخصوصا آنهایی که از برهمکنش های غیر کوالانسی استفاده می کنند، این حقیقت است که پیوند ایجاد شده با مواد مورد آنالیز، عمدتا از جنس پیوند هیدروژنی است. این پیوند نسبتا ضعیف است و امکان مختل شدن آن وجود دارد. این بدین معناست که در استخراج، وقتی از آب استفاده شود، مولکول های آب با مولکول های مواد شیمیایی رقابت می کنند و این مسئله منجر به کاهش انتخاب پذیری و ظرفیت پیوند دهی می شود. آسان ترین راه برای فایق آمدن بر این مشکل، استفاده از حلال های آلی است. امروزه، از جاذب های MIP برای شستشوی انتخابی به جای یون های استخراج کننده، استفاده می شود. MIP ها به طور گسترده مورد مطالعه قرار گرفته اند و از آنها به عنوان جاذب برای SPE استفاده می شود. این مواد اجازه ی پیش تغلیظ مواد مورد آنالیز و تمیز کردن نمونه ها را می دهد. با استفاده از آنها امکان شستشوی اجزای زمینه ای وجود دارد. با توجه به مروری که بر روی SPE انجام شده است، این فهمیده شده است که دو نوع آفت کش که در MISPE مورد استفاده قرار می گیرد، به طور گسترده مورد بررسی قرار گرفته اند. این دو نوع آفت کش عبارتند از آعلف کش های بر پایه ی تریزین و آفت کش های بر پایه ی اوره. استفاده از روش MISPE برای بررسی میزان علف کش تریزین، از جمله از قدیمی ترین بررسی ها در این زمینه است. استفاده از روش SPEs برای بررسی میزان علف کش تریزین با استفاده از MIP ها، یکی از روش های موفق در این زمینه بوده است. Matsui و همکارانش به این نکته اشاره کرده اند که استفاده از خود مواد مورد بررسی به عنوان تمپلیت، می تواند مسئله ای گیج کننده است زیرا این استفاده ممکن است از حضور تریزین های باقیمانده در پلیمر نهایی، جلوگیری نکند و موجب ایجاد یک سطح مشترک از جنس مواد مورد آزمایش، شود. برای فایق آمدن بر این مشکل، استفاده از آلکیل ملامین یا استفاده از دی بوتیل ملامین به جای آترازین ( به جای تمپلیت برای سنتز پلیمر)، پیشنهاد شده است. در سال 2003، Cacho و همکارانش یک رویه ی دو مرحله ای برای فایق آمدن بر مشکلات مربوط به استفاده از MISPE برای نمونه های پیچیده، ارائه کردند. MISPE دو مرحله ای شامل یک ترکیب از دو کارتریج پلیمری است که یکی نشاندار است و دیگری، غیر نشاندار. کارتریج اول، مواد مورد آنالیز و ترکیب زمینه را حفظ می کردند اما مواد مورد آنالیز به آسانی شستشو می شدند. سپس، عصاره های نمونه ها ی تمیز با استفاده از روش MISPE، بدست می آمدند. استفاده از این روش در نخود فرنگی، سیب زمینی و غلات، اجازه ی تشخیص و اندازه گیری 5 تریازین مختلف را می داد. این در حالی است که غلظت این مواد کمتر از حد ماکزیمم بود. این مسئله اثبات می کند که این روش برای بررسی این آفت کش ها در داخل این 5 ماده ی غذایی، مناسب است. Chapuis و همکارانش دو پلیمر بر پایه ی متیل اکریلات را پیشنهاد کردند که در دی کلرو متان سنتز شده بودند. از این پلیمرها به عنوان تمپلیت در استخراج ترایزین از مواد پیچیده، استفاده شده است. آنها به این نتیجه رسیدند که استفاده از این MIP ها، موجب شده تا تمام ترایزین ها و تغییرات متابولیکی آنها حفظ گردد. یکی دیگر از تکنیک های گزینش استخراجی، بر پایه ی ترکیبی از استخراج حلالی با کمک غشاء ها و استخراج نشاندار مولکولی فاز جامد برای بررسی میزان عاف کش های ترایزین در نمونه های غذایی توسعه یافته است و برای ذرت و ... مورد استفاده قرار گرفته است. این ترکیب حساسیت قابل توجهی دارد و از این رو، قابلیت مناسبی برای استخراج نمونه های پیچیده دارد. بیشتر اجزای مورد آنالیز، از اتصال به ذرات MIP جلوگیری می کنند زیرا آنها در پشت سد غشائی قرار گرفته اند. این مسئله می تواند به عنوان یک راه چاره برای استخراج ترکیبات بسیار پیچیده، مورد استفاده قرار گیرد. Tang و همکارانش یک نوع MIP را با استفاده از پلیمریزاسیون رسوبی، تولید کردند. این سنتز با استفاده از TRIM (تری متیل اول پروپانول تریمتیل اکریلات) به عنوان عامل اتصال دهنده، دی کلرومتان به عنوان عامل پروژن و MAA به عنوان پلیمر عامل دار، انجام شد. آنها پلیمر را به عنوان عامل جاذب SPE برای نمونه های سویا مورد استفاده قرار داده اند و فهمیده اند که پلیمرهای نشاندار BSM نه تنها میل ترکیبی خوبی برای استفاده به عنوان تمپلیت دارند، بلکه همچنین این پلیمر توانایی به دام انداختن تری بنرون متیل، متیل سولفورن متیل و نیکوسولاورن را دارد. نتایج نشان داده است که این روش می تواند برای ارزیابی یک سری ازر سولفونیلور ها، در نمونه های غذایی خاص، مورد استفاده قرار گیرد. قبلا، یکی دیگر از MIP ها برای فنورون (علف کش فنیل اوره) و با استفاده از پلیمریزاسیون رسوبی، توسعه داده اند. در این MPI، MAA به عنوان پلیمر عامل دار و تولوئن به عنوان عامل پروژن می باشد. این ماده ی ساخته شده با استفاده از روش MISPE در نمونه های سیب زمینی، گندم و جو مورد استفاده قرار گرفته است و نتایج بدست آمده قابل توجه بوده است. نویسندگان به این نکته اشاره کرده اند که فرایند پلیمریزاسیون باید به گونه ای بهینه گردد که ذرات کروی در حین پلیمریزاسیون، ایجاد گردد. با شروع استفاده از نسل دوم آفت کش های سنتزی یعنی آفت کش های ارگانوفسفری، این مواد به عنوان یک جایگزین برای ترکیبات ارانوکلری مورد استفاده در کنترل آفت، مورد استفاده قرار گرفت. علت استفاده این بود که اگر چه این مواد سمی تر هستند، تمایل به انباشت آنها در زنجیره ی غذایی، کمتر است. دی متوآت، یک آفت کش ارگانو فسفری است که به طور گسترده برای کاهش آفت های سبزیجات، مورد استفاده قرار می گیرد. یک MIP غیر کوالانسی برای استخراج دی متوآت از برگ های چای، توسعه یافته است. در این MIP از دی متوآت به عنوان مولکول تمپلیت، متیل متااکریلات به عنوان مونومر و تتراهیدروفوران به عنوان پروژن استفاده می شود. فنیتروتیون(FEN) یکی دیگر از آفت کش های ارگانو فسفری است که به طورگسترده در صنعت کشاورزی مورد استفاده قرار می گیرد. این آفت کش برای مبارزه با آفت های جونده ی موجود برروی میوه، سبزی، برنج، گیاهان علوفه ای و غلات ذخیره سازی شده، مورد استفاده قرار می گیرد. این آفت کش و محصولات حاصل از تخریب آن، با استفاده از روش GC یا LC مورد آنالیز قرار گرفته اند( این فرایندها بعد از مرحله ی SPME یا LLE مورد استفاده قرار گرفته اند). اخیرا، یک MISPE توسعه یافته است و برای بررسی و اندازه گیری باقیمانده ی FEN در گوجه فرنگی، مورد استفاده قرار گرفته است. MIP مورد استفاده برای FEN با استفاده از فرایند پلیمریزاسیون بالک،تولید شده است. در این سنتز، از روش نشاندار کردن مولکولی غیر کوالانسی استفاده شده است. سنتز با استفاده از متیل اکریلیک اسید (MAA) به عنوان مونومر عامل دار، اتیلن گلیکول دی میتل اکریلات (EGDMA) به عنوان عامل اتصال دهنده ی عرضی و تولوئن به عنوان حلال پروژنی، انجام شده است. نویسندگان این مقاله اثبات کرده اند که MISPE یک ابزار مناسب برای ارزیابی باقیمانده های FEN در گوجه فرنگی می باشد. مزیت استفاده از این روش در بررسی باقیمانده ی FEN در گوجه فرنگی، عبارتست از هزینه ی اندک، قابل تولید مجدد و گزینش پذیری مناسب می باشد. سایر آفت کش های ارگانوفسفری به طور گسترده برای محافظت از محصول و فرآوری درختان، مورد استفاده قرار می گیرد. یکی از پایدارترین این آفت کش ها، دی کلرووس ها هستند. این ترکیبات بسیار سمی هستند زیرا می توانند موجب تغییر پروتئینی شوند. این سموم موجب تغییرات در ترشح غدد می شود. بنابراین یک روش حساس و قابل اطمینان برای جداسازی آنها واندازه گیری این آفت کش در غذا، ضروری است. MISPE به همراه HPLC می تواند برای اندازه گیری مقادیر اندک از دی کلرووس ها در نمونه های بوته ای و کاهومانند، پیشنهاده شده است. با استفاده از تکنیک نشاندار کردن مولکولی در دمای اتاق، می توان از تمپلیت های مایع استفاده کرد و در نهایت پایدار، گزینش پذیری و ظرفیت جذب دی کلرووس ها را افزایش داد. د ر نظر آفت کش های مصنوعی پیروتئیدی، استفاده از روش MISPE می تواند هزینه تمیزکاری که هم اکنون برای آنالیز نمونه های ترکیبی مورد استفاده قرار می گیرد را، کاهش دهد. این در حالی است که استفاده از این روش، مصرف حلال را کاهش می دهد و گزینش پذیری را افزایش می دهد. استخراج آفت کش های پیروتوئیدی معمولا با استخراج ناگهانی مواد چربی دار،همراه است. از این رو این به نظر می رسد که روش MISPE روشی مناسب برای اندازه گیری این نوع آفت کش ها باشد. سه روش به طور موازی برای توسعه ی MIP ها برای پیروتئیدها،مورد استفاده قرار گرفته است. یکی روش MIP بر پایه ی اوره، یکی روش MIP برپایه ی اکریلات و MIP بر پایه ی دی وینیل بنزن می باشد. روش استفاده برای نشاندار کردن،روشی آب گریز بوده است. بهترین نتایج برای MIP بر پایه ی دی وینیل بنزن حاصل شده است. این روش از بین سه روش دیگر برای بررسی و اندازه گیری قارچ کش ها، مورد استفاده قرار می گیرد. حد ماکزیمم باقیمانده برای بنزیمیدازول ها بسیار اندک است و روش آنالیز دقیقی نیاز است تا بوسیله ی آنها بتوان میزان اندک از این مواد را تشخیص داد. ترکیبی از روش های نشاندار کردن مولکولی و الکتروکروماتوگرافی برای اولین بار و برای آنالیز این سموم استفاده شده است. استفاده از MIP ها نه به عنوان جاذب بلکه به عنوان فاز ثابت گزینش پذیر در الکتروکروماتوگرافی، پیشنهاد شده است. یک مونولیتیک نشاندار مولکولی به عنوان فاز ثابت برای الکتروکروماتوگرافی کاپیلاری، مورد استفاده قرار گرفته است. در این روش، از TBZ به عنوان مولکول تمپلیت، MAA به عنوان مونومر، EDMA به عنوان عامل اتصال دهنده و AlBN به عنوان ممانعت کننده استفاده شده است. استفاده از MIP ها هم به عنوان جاذب برای استخراج فاز جامد و هم به عنوان فاز ثابت برای کروماتوگرافی، ممکن است موجب بهبود آنالیز باقیمانده ی آفات شود. این روش هنوز در مراحل اولیه است اما هم اکنون دارای کاربرد بالایی است.
نتیجه گیری
نشاندار کردن مولکولی می تواند به طور مناسبی برای آنالیز آفت کش ها مورد استفاده قرار گیرد. این روش می تواند برای آماده سازی مواد پلیمری با مکان های تشخیصی خاص مورد استفاده قرار گیرد. خواص خارق العاده ی MIP ها یعنی پایداری آنها، آماده سازی آنها را ساده و ارزان می کند و از این رو، این روش، روش مناسب برای استفاده در گستره ی وسیعی از کاربردهاست. در میان این روشها، کروماتوگرافی بااستفاده از عوامل نشاندار مولکولی MIP به طور گسترده مورد مطالعه قرار گرفته است. اخیرا استفاده از MIP به عنوان جاذب های گزینش پذیر برای استخراج فاز جامد(SPE) یک روش قابل اطمینان و ابداعی است. علت این موضوع این است که این مواد پلیمری اجازه ی استخراج مواد مورد آنالیز را از پیش ماده های پیچیده، به ما می دهد. این مواد دارای گزینش پذیری و حساسیت مناسب است. برخلاف سایر روش های مورد استفاده تاکنون، این روش د ارای آزادی های بالایی است و به انسان اجازه شناسایی و بررسی مواد متنوعی را می دهد.تلاش های انجام شده بوسیله ی گروه های تحقیقاتی مختلف،نشان داده است که استفاده از MIP ها دارای پتانسیل مناسبی برای استفاده شدن به عنوان یک ابزار مناسب برای توسعه ی روش های آنالیزی مختلف مانند کروماتوگرافی مایع، و استخراج فاز جامد برای جداسازی نمونه های خاص مورد آنالیز از مواد پیچیده ،می باشد. در سال های اخیر، یک تعداد زیاد از مقالات در زمینه ی نشاندار کردن مولکولی منتشر شده است. این انتظار می رود که این موضوع توجه قابل توجهی را در سال های بعد به خود اختصاص دهد و بتوان از آن برای اندازه گیری میزان آفت کش ها و مواد سمی در محصولات کشاورزی استفاده کرد.

منبع:راسخون
چکیده
کاربردهای روز افزون آفت کش ها برای اهداف کشاورزی موجب شده تا ریسک جدی در زمینهی استفاده از این مواد ایجاد گردد. این ریسک به دلیل وجود باقیمانده های این آفت کش ها در غذا و آب آشامیدنی، ایجاد می شود. از آنجایی که ایمنی غذا یک مسئلهی بسیار مهم می باشد، لذا علاقهی رو به رشدی در زمینهی توسعهی روش های تحلیلی ارزان قیمت و قابل اطمینان برای اندازه گیری باقیماندهی آفت کش ها در غذا، بوجود آمده است. بوسیلهی این اندازه گیری ها و آنالیزها، اطمینان حاصل می شود که باقیماندهی آفت کش ها کمتر از میزان حد مجاز (MRI) است. در سال های اخیر، یک روش جدید با استفاده از پلیمرهای نشاندار مولکولی (MIP) توسعه یافته است که نه تنها غلظت این آفت کش را تعیین می کند، بله همچنین توانایی استخراج انتخابی مادهی مورد آنالیز را نیز دارا می باشد. این توانایی در زمانی حیاتی است که نمونه یک مادهی پیچیده است و یا وجود ناخالصی در شناسایی اختلال ایجاد می کند. هدف از این بررسی، بررسی کلی زمینهی پلیمرهای نشاندار مولکولی است. تمرکز این بررسی بر روی آماده سازی پلیمرهای نشاندار مولکولی و استفاده از آنها به عنوان جاذب برای استخراج حالت جامد می باشد. این مقاله، بر روی بررسی حالت کنونی استفاده از این پلیمرها به عنوان مواد انتخابی در استخراج حالت جامد نشاندار مولکولی تمرکز دارد که برای آنالیز باقیماندهی آفت کش ها در غذاها ، مورد استفاده قرار گرفته است. یک بررسی برروی آماده سازی و استفاده از پلیمرهای نشاندار مولکولی (MIP) در غذاها نیز مورد بحث قرار گرفته است.مقدمه
امروزه، کشاورزی مدرن به طور گسترده مواد شیمیایی استفاده می کند. این مواد شیمیایی عمدتا در کودها و آفت کش ها قرار دارند. هدف از استفاده از این آفت کش ها و سموم، افزایش تولید محصولات غذایی می باشد. آفت کش های گیاهی مورد استفاده عمدتا به گروه های مختلف مواد شیمیایی تعلق دارند. این گروه ها عبارتند از ارگانو فسفرها (OPPs)، ارگانوکلرین ها (OCPs) و پیرتروییدها. استفاده از آفت کش ها می تواند موجب باقیماندن این مواد در غذا شود. در واقع متابولیسیم این مواد در هر محیطی (یعنی آب و خاک)، باعث می شود تا باقیمانده های این مواد شیمیایی در محصولات اساسی کشاورزی مانند جو و گندم، سبزیجات و میوه جات وجود داشته باشند. در سال های اخیر، مطالعات زیادی که در این زمینه انجام شده است، نشان داده است که این آفت کش ها موتاجنیک، سرطان زا، سیتوکسیک، ژنوکسیک، تراتوژنیک و ایمونوتوکسیک هستند و برخی بر روی عملکرد تولید اثر نامناسب دارند. بنابراین، انالیز باقیمانده های آفت کش ها در غذا و محیط زیست هنوز هم به عنوان یک موضوع بارز، مطرح می شود. سمیت باقیمانده های آفت کش ها موجب شده است تا قوانین و مقرراتی در مورد استفاده از آنها و میزان حد مجاز (MRI) آنها در غذا، برای آنها تدوین گردد. این قوانین این اطمینان را حاصل می کنند که میزان مادهی سمی موجود در غذا در حد مناسبی است و بدین وسیله اثرات بد آنها بر روی سلامتی کاهش یافته است. یکی دیگر از اهداف ارزیابی میزان آفت کش ها در غذاها، اطمینان حاصل کردن از این موضوع است که ریسک سلامتی غذایی مربوط به رژیم غذایی حفظ شده است. اتحادیهی اروپا، قوانین مربوط به کشاورزی و محصولات غذایی ایالات متحدهی آمریکا (FAO) و سازمان سلامت جهانی (WHO) هر کدام دارای میزان حد مجاز (MRI ) مربوط به آفت کش ها، هستند. قوانین مربوط به MRI با توجه به آنالیزهای حساس بدست آمده اند. با توجه به انواع مختلفی از آفت کش ها که ممکن است در داخل محصولات کشاورزی وجود داشته باشند، توسعهی روش های آنالیز و نوع روش آنالیز مورد استفاده، خود به چالشی بزرگ تبدیل شده است. اخیرا، تکنولوژی پلیمرهای نشاندار مولکولی (MIP) بر پایهی شناسایی مولکولی، توسعه یافته است. از این مواد در کاربردهای دیگر مانند جاذب های انتخابی در استخراج فاز جامد (MISPE) یا فازهای ثابت در کروماتوگرافی با کارایی بالا (HPLC) نیز استفاده می شود. استفاده از این مواد در این کاربردها، یک ابزار جدید و همه کاره برای تشخیثص کمی انتخابی مواد سمی در داخل غذا مهیا کرده است. در حقیقت، این به نظر می رسد که این روش برای کاربردهای استخراجی مناسب است و می توان از آن برای تشخیص مواد سمی مختلفی استفاده کرد. این روش همچنین دارای انتخاب پذیری قابل توجهی است. یاری این مطالعه، توصیف توسعه های اصلی در زمینهی کاربردهای MIP ها در زمینهی کاربردهای غذایی است. تمرکز این مطالعه بر روی مواد سمی موجود در غذاهاست. ما همچنین مزیت های استفاده از MIP ها را برای شناسایی و اندازه گیری مقادیر آفت کش ها در غذاها را مورد بررسی قرار داده ایم.تکنولوژی پلیمرهای نشاندار مولکولی (MIPs)
سنتز پلیمرهای نشاندار مولکولی
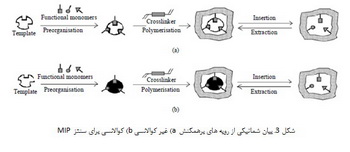
نشاندار کردن مولکولی یک روش بر پایهی تمپلیت است که اجازهی طراحی و سنتز مکان های تشخیصی مصنوعی را می دهد. این مکان ها به نحوی مهندسی شده اند که برای هدف مورد نظر و مادهی مورد نظر، آماده می شوند. به طور خلاصه باید گفت، تکنولوژی نشاندار کردن منجر به تشکیل ساختارهای ماکرومولکولی سه بعدی می شود. این ساختارها بوسیلهی فرایند پلیمریزاسیونی تولید می شوند که در آن از مولکول تمپلیتی و یک مونومر فانگشنال استفاده شده است. در واقع با انجام کوپلیمریزاسیون در حضور عوامل ایجاد پیوند عرضی و یک حلال پروژنیک، فرایند پلیمریزاسیون انجام می شود. از انجایی که تشکیل یک کمپلکس تمپلیت- مونومری برای پدیدهی نشاندار کردن مولکولی، حیاتی است، مونومرهای فانگشنال که برای سنتز مورد استفاده قرار می گیرند، باید با مولکول های تمپلیت واکنش دهند. در این فرایند، مونومرها به طور فضایی در حول تمپلیت قرار می گیرند و یک چنین وضعیتی بوسیلهی کوپلیمریزاسیون (پیوند عرضی) حفظ می شود. بعد از زدایش مولکول های تمپلیت، بواسطهی اعمال چندین مرحله شستشو، ارتباط میان تمپلیت و مونومر گسسته می شود و مکان های اتصال ایجاد می شود. مولکول های نشاندار شدهی منتج شده، می توانند به عنوان یک زمینهی ماکرومتخلخل در نظر گرفته شوند که دارای مکان های تشخیصی خاص و معینی هستند. به این مکان ها بخش های نشاندار می گویند. با ایجاد این بخش ها، امکان آنالیز انتخابی وجود دارد. با ایجاد این بخش ها، پلیمر قادر است به طور انتخابی از مولکول نشاندار جدا شود و در داخل یک مخلوط رهاسازی شود (شکل 1). در نتیجه، این مواد پلیمری به طور انتخابی تنها بر روی مولکول های تمپلیت اتصال می یابند. در اینجا، انتخاب محتویات شیمیایی مورد استفاده در تولید MIP، نقش مهمی ایفا می کند زیرا این ترکیبات دارای اثر قابل توجهی بر روی مورفولوژی، خواص فیزیکی- شیمیایی و کارایی مواد پلیمری مورد استفاده، د ارند.
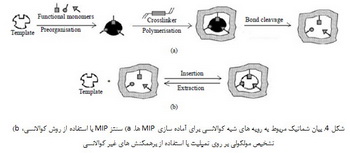
روش شبه کوالانس از پیوند کوالانسی میان تمپلیت و گروه های با قابلیت ایجاد پلیمر، استفاده می کند. استفاده از این پیوند ها منجر به تشکیل پلیمر می شود (شکل 4). در برهمکنشهای غیر کوالانسی، از پیوند دهی مجدد تمپلیت استفاده می شود. مشابه با روش نشاندار کردن کوالانسی، روش شبه کوالانسی نیز به تعداد اندکی از گروه های عامل دار، محدود می شود. این گروه ها را باید پیش از پلیمریزاسیون، بر روی تمپلیت ایجاد کرد.
منبع:راسخون
مقدمه
امروزه آلیاژسازی مکانیکی به روشی متداول جهت ساخت گستره وسیعی از نانوذرات تبدیل شده است. از جمله مزایای این روش میتوان به سهولت فرآیند تولید، همراه با تعداد مراحل عملیاتی کم، عدم استفاده از مواد پایدار کننده و حلالهای گرانقیمت، امکان تولید مقدار زیاد محصول و رعایت مسائل زیست محیطی اشاره نمود. این ویژگیها باعث شده تا آلیاژسازی به عنوان روشی ممتاز مورد توجه قرار گیرد. در این مقاله فرآیند آلیاژسازی مکانیکی به اختصار معرفی میگردد.علیرغم اینکه سنتز مکانوشیمیایی (Mechanochemical Synthesis) به عنوان یک تکنیک بسیار کارآمد برای فرآوری نانومواد به حساب میآید، محدودیتهای تئوریکی در توجیح اصول انجام آن به چشم میخورد. از جمله مهمترین معضلات موجود، ابهام موجود در مکانیزم انجام واکنش و ارزیابی فعالسازی مکانیکی به همراه مشخصهیابی مناسب انجام واکنش است.
بررسیهای صورت گرفته در مورد مدلهای فرآوری مکانوشیمیایی نانومواد نشان میدهد که عموما دو دیدگاه کلی در این زمینه وجود دارد که به ترتیب از قوانین حاکم بر ترمودینامیک آماری و قوانین حاکم بر ترمودینامیک تعادلی برای تفسیر رفتار ماده استفاده میکنند.
در ادامه تلاش?های صورت گرفته در زمینه بررسی ترمودینامیک توسط هیگن نشان داد که عیوب پایای ایجاد شده حین آسیاکاری را می?توان به سه دسته زیر تقسیم نمود که عبارتند از نابجاییها، تشکیل فاز آمورف و تشکیل سطوح جدید بین ذرات یا فازهای موجود که سهم این عیوب در افزایش انرژی جامد تحت عملیات مکانیکی یکسان نیست. به عنوان مثال بالغ بر 90 درصد افزایش انرژِی ساختار به تشکیل فاز غیربلوری مربوط میشود.
تحقیقات و مطالعات علم مواد همواره جهت تولید محصولات با خواص و کارآیی مطلوبتر مواد، در حال انجام است. به همین دلیل است که تقاضای روزافزون، جهت دستیابی به مواد سبکتر، مستحکمتر، سختتر و دارای خواص ویژه در دمای بالاتر؛ منجر به ارائه و طراحی موادی با قابلیتهای ویژه شده است. در این بین فرآیند آلیاژسازی مکانیکی، که یکی از روشهای تولید مواد پیشرفته میباشد، توجه تعداد زیادی از محققین را به خود جلب نموده است. آلیاژسازی مکانیکی یکی از روشهای فرآوری پودری است که امکان تولید مواد همگن از مخلوط پودری اولیه را فراهم میکند.
عملیات آسیابکاری به عنوان فرآیند مقدماتی آلیاژسازی مکانیکی به شکستن و خردایش مواد درشت به ابعاد ریز اطلاق میشود. بیش از چهار دهه است که از آسیای گلولهای به عنوان روشی استاندارد به منظور کاهش ابعاد ذرات در زمینههای کانهآرایی و متالورژی پودر استفاده شده است. این در حالی است که امروزه از روش آسیابکاری جهت اهداف مهمتری یعنی تهیه مواد با خواص فیزیکی و مکانیکی مطلوبتر و در واقع مواد جدید مهندسی استفاده میشود. بر همین اساس عبارت آلیاژسازی مکانیکی روز به روز در متالورژی و علم مواد رایجتر شده است. به طور کلی آلیاژسازی مکانیکی نوعی فرآیند آسیاکاری است که در آن مخلوط پودری تحت تاثیر برخوردهای پرانرژی بین اجزای آسیا (گلولهها و محفظه) قرار میگیرد.
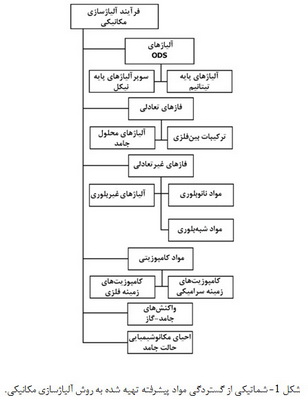
این فرآیند به طور معمول در اتمسفر خنثی انجام شده و برای تهیه پودرهای فلزی و سرامیکی در حالت جامد استفاده میشود. جوش سرد و شکست دو پدیده عمده در آلیاژسازی مکانیکی هستند. فرآیند آلیاژسازی تنها تا زمانی ادامه مییابد که نرخ جوش خوردن با شکست در تعادل باشد. از آنجا که این فرآیند در حالت جامد انجام میشود، امکان تولید آلیاژهای جدید از مخلوط مواد اولیه با نقطه ذوب پایین و بالا را فراهم نموده است. هر چند که معمولا مواد اولیه مورد استفاده در آلیاژسازی مکانیکی بایستی حداقل دارای یک جزء فلزی نرم به عنوان زمینه و یا عامل پیوند دهنده سایر اجزاء با یکدیگر باشد، اما بسیاری از بررسیها نشان داده است که قابلیت تشکیل محلول جامد از فلزات ترد و همچنین ترکیبات بینفلزی و آلیاژهای غیر بلوری با آلیاژسازی مکانیکی وجود دارد.در یک تقسیمبندی کلی میتوان کاربرد آلیاژسازی مکانیکی را به صورت شکل1 دستهبندی نمود.
تهیه مواد با ساختار نانومتری از جمله مهمترین کاربردهای فرآیند آسیاکاری و آلیاژسازی مکانیکی محسوب میشوند. در حال حاضر تحقیقات و مطالعات بسیار زیادی در ارتباط با صنعتی کردن این شاخه از فرآیند آلیاژسازی مکانیکی در جریان است. شاید نتوان این جنبه کاربردی را تحت مجموعهای جداگانه مجزا نمود، زیرا ممکن است هر یک از کاربردهای ذکر شده در بالا در این حیطه قرار گیرند. این مطلب بیانگر گستردگی و اهمیت نانوتکنولوژی در کاربردهای فرآیند آلیاژسازی مکانیکی به منظور فرآوری مواد نوین و پیشرفته است. به طور کلی به سبب تغییر شکل پلاستیکی شدید انجام شده روی ذرات پودر حین آلیاژسازی مکانیکی بلورها به شدت کرنشدار شده و با ادامه آسیابکاری در نهایت ذرات پودر به دانههای فرعی (Sub-Grains) با ابعاد نانومتری تبدیل میشوند. در مقایسه با پودرهای نانوبلوری تهیه شده با روشهای معمول، هرگاه این ذرات پودر به روشهای گرم فشرده شوند، ساختار نهایی قطعه حاوی دانههای نانومتری تقریبا عاری از نابجاییها است. به عبارت دیگر نواحی نانوبلور در پودرهای تهیه شده به روش آلیاژسازی مکانیکی توسط مرزهای با دانسیته زیاد نابجاییها جدا شدهاند و خواص نهایی نانوپودرهای تهیه شده با آلیاژسازی مکانیکی نسبت به نانوپودرهای به دست آمده از روشهای معمول متفاوت است. زیرا با توجه به اینکه تقریبا 50 درصد اتمها در مرزدانهها واقع شدهاند، تغییرات زیاد خواص مکانیکی و فیزیکی را به دنبال دارد.
در پژوهش حاضر روش آلیاژسازی مکانیکی به عنوان روشی موثر جهت فرآوری نانوذرات در حجم زیاد، مورد بررسی قرار گرفت. همچنین تعارف، تاریخچه و کاربردهای فراوان این روش ارائه گردید. قابلیتهای منحصر به فرد این روش باعث گستردگی زمینه تحقیقاتی فراروی محققان گشته است.
آسیاب سیارهای(Planetary Mill)
یکی دیگر از آسیابهای مورد استفاده در فرآیند آلیاژسازی مکانیکی، آسیاب سیارهای است که در آن تنها چند صد گرم پودر در یک مرحله آسیاب میشود و برای تحقیقات آزمایشگاهی مناسب است. حجم محفظه این نوع آسیاب بین 45 تا 500 میلیلیتر است. در شکل 2 نمونهای از این نوع آسیاب نشان داده شده است.این آسیاب شامل یک صفحه دوار به همراه چهار، دو و یا یک محفظه است.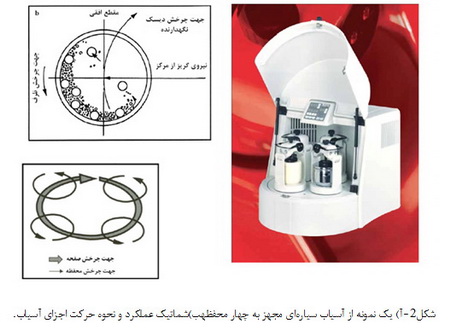
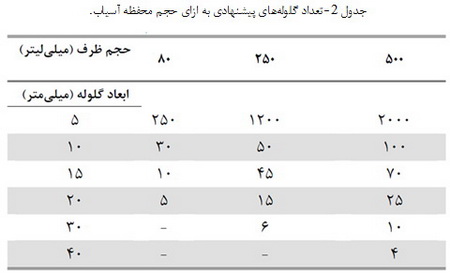
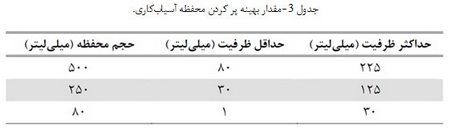
مزیت این نوع آسیابی گلولهای تنها انرژی ضربه بالا نیست، بلکه فرکانس بالای ضربه است که میتواند زمان فرآیند آلیاژسازی مکانیکی را کاهش دهد. باید توجه داشت که ضربات با فرکانس بالا میتواند باعث افزایش دمای محفظه تا دمای 120 درجه سانتی گراد طی مدت زمان 30 تا 60 دقیقه شود. لازم به ذکر است که در بعضی موارد دمای بالا جهت انجام واکنش ضروری است. از مواد مختلفی برای تهیه محفظه آسیاب استفاده میشود که معمولترین آنها فولاد کروم سخت شده، فولاد زنگ نزن، کاربید تنگستن و محفظههای سرامیکی از جنس کوراندوم، نیترید سیلیسیم و اکسید زیرکونیوم هستند. در آلیاژسازی مکانیکی با انرژی بالا محفظههای فولادی مناسب هستند، زیرا محفظههای سرامیکی به علت تردی باعث آلودگی ناشی از ایجاد تراشههای ریز یا ذرات شکسته شده با گلولهها میشوند. به طور کلی در آلیاژسازی مکانیکی محفظه و گلولهها از یک جنس انتخاب میشوند. در جدول 1 خواص سایشی، سختی و چگالی مواد انتخاب شده برای محفظه و گلوله به طور خلاصه آمده است.به علت آنکه انتخاب بهینه تعداد گلولههای قابل استفاده بر اساس حجم محفظه صورت میگیرد، در جدول 2 تعداد گلولههای پیشنهادی نسبت به حجم ظرف آورده شده است.

مشکلات و چالشهای موجود در آلیاژسازی مکانیکی
آلیاژسازی مکانیکی روشی مناسب به منظور تهیه پودرهای مختلف و به ویژه نانوپودرها محسوب میشود. مهمترین مزیت این روش قابلیت تولید پودر در مقیاس صنعتی است. اما علیرغم مزایا و کاربردهای آن، این روش با مشکلاتی نیز همراه است. این مشکلات در سه مورد کلی آلودگی پودر، محدودیتهای علمی و محدودیتهای کاربردی خلاصه میشوند. در این بین آلودگی پودر به عنوان جدیترین مشکل مطرح است. زیرا به علت تاثیرگذاری آلودگی بر خواص محصول پودری، فرآیندهای بعدی و حتی مشخصات محصول نهایی تحت تاثیر قرار میگیرند. در حقیقت مساله آلودگی پودر حین آلیاژسازی مکانیکی باعث شده تا تولید برخی از پودرها با این روش ممکن نباشد. از آنجا که ممکن است به سبب این آلودگیها خواص فیزیکی، مکانیکی و شیمیایی محصول پودری تهیه شده تحت تاثیر قرار گیرد، ارائه راهکارهایی جهت کاهش این پدیده از اهمیت خاصی برخوردار است.یکی از مسایل مهم در فرآیند تهیه پودر به روش آلیاژسازی مکانیکی، نوع و مقدار ناخالصیهایی است که وارد پودر شده و آن را آلوده میکنند. از یک طرف اندازه ریز ذرات پودر و بنابراین سطح زیاد آنها و از طرف دیگر تشکیل مداوم سطوح تازه حین آسیاکاری در کنار ناخالصی وارد شده منجر به آلودگی پودر میشوند. در مجموع منابع ورود آلودگی شامل ناخالصی موجود در ترکیب پودر اولیه، اجزای در معرض سایش آسیاب مثل جداره داخلی محفظه و گلولهها، اتمسفر آسیاکاری و عوامل کنترلکننده فرآیند هستند.
آلودگی ناشی از مواد اولیه
معمولا آلودگی ناشی از مواد اولیه به صورت عنصر جانشینی و یا بیننشینی است، این در حالی است که آلودگی وارد شده از آسیاب اساسا عنصر بیننشینی و آلودگی حاصل از اتمسفر آسیابکاری عمدتا به صورت عنصر جانشینی است. این در حالی است که کربنی که از سایش اجزای فولادی وارد شده به صورت ناخالصی بیننشینی است. در نهایت ناخالصیهای وارد شده از عوامل کنترلکننده فرآیند نیز منجر به آلودگی از نوع بیننشینی میشود. حضور ناخالصیهایی از نوع بیننشینی مانند کربن، اکسیژن و نیتروژن برای فلزات فعالی مانند تیتانیم و زیرکونیم مضر است. مثلا مقادیر قابل توجهی نیتروژن و اکسیژن (مقدار نیتروژن بیشتر از اکسیژن است) که حین آسیاب آلیاژهای تیتانیم و زیرکونیم وارد سیستم میشود، منجر به تغییر ترکیب آلیاژ میگردد. به طور کلی حداکثر مقدار ناخالصی مجاز بر اساس میکروساختار و خواص مکانیکی قابل قبول تعیین میشود. البته بایستی خاطر نشان شود که شستشوی نامناسب محفظهای که قبلا برای آسیابکاری پودر به کار برده شده است، باعث میشود تا حین آسیابکاری پودر جدید، آلودگی ناشی از پودر اولیه حاصل گردد.آلودگی ناشی از اجزای ساینده آسیاب
عناصر آهن و کروم از جمله آلودگیهای رایج در پودر تهیه شده به روش آلیاژسازی مکانیکی هستند که از محفظه و گلولهها به سیستم وارد میشوند. این موضوع بدین دلیل است که این عناصر در ترکیب شیمیایی اغلب این اجزا حضور دارند. در آلیاژسازی مکانیکی برخورد گلولهها به ذرات پودر، دیواره محفظه و با یکدیگر، از یک طرف باعث جوش خوردن ذرات پودر به همدیگر شده و از طرف دیگر جوش خوردن ذرات با گلولهها و جداره را نیز در پی دارد. طی مراحل بعدی در اثر برخوردهای با انرژی بالا و فرسایش، ذرات جوش خورده از روی سطح گلوله و دیواره شکسته و جدا میشوند. تکرار این عمل با انتقال اتمهای جزء آلودهکننده از اجزای آسیاب به ذرات پودر همراه است. به عنوان مثال بررسی پارامتر شبکه پودر آلیاژی Ni-Al طی آلیاژسازی مکانیکی نشان میدهد که پس از تشکیل ترکیب Ni3Al تغییرات مداوم پارامتر شبکه همزمان با طولانی شدن فرآیند، ناشی از آلودگی وارد شده از اجزای آسیا بوده و پس از 1200 دقیقه آسیاکاری این مساله حادتر میشود. آنالیز EDX ذرات پودر نشان میدهد که آلودگیها عمدتا عناصر Fe و Cr بوده که از اجزای آسیا وارد سیستم شدهاند. معمولا در اغلب پودرهای آسیا شده با محیط ساینده فولادی 1 تا 4 درصد وزنی Fe دیده شده است. حتی در جای دیگر گزارش شده که بیش از 20 درصد اتمی Fe در مخلوط W-C آسیا شده به مدت 310 ساعت و 33 درصد اتمی Fe در W خالص آسیا شده به مدت 50 ساعت در آسیای SPEX8000 وارد شده است. به نظر میرسد که آلودگی ناشی از این منبع به خصوص در برخوردهای با شدت زیاد و زمانهای طولانی آسیاکاری اجتنابناپذیر است. روشهایی که معمولا برای کاهش این مساله به کار میروند عبارتند از:آ)از گلوله و محفظه با سختی بالاتر استفاده شود. مثلا علت وجود مقادیر زیاد آهن در پودر حاوی تنگستن، نرمتر بودن محفظه و گلولههای فولادی نسبت به تنگستن میباشد. به عنوان راهحل، استفاده از گلوله و محفظه با جنس کاربید تنگستن و یا کوراندوم پیشنهاد شده است. البته از آنجا که اجزای سرامیکی عموما رفتار ضعیفی در برابر ضربه از خود نشان میدهند، کاربرد آنها بایستی با شدت آسیاکاری کمتر همراه باشد.
ب)گلوله و محفظه از ترکیب شیمیایی مشابه با مخلوط پودری مورد بررسی انتخاب شوند. مثلا پیشنهاد شده که برای آسیاکاری مس و آلیاژهای آن از محفظه و گلولههای مسی استفاده گردد. علیرغم اینکه در این حالت آلودگی وجود ندارد، اما به هر حال احتمال سایش وجود دارد. بنابراین ترکیب شیمیایی پودر نهایی با پودر اولیه متفاوت خواهد بود. اما از یک طرف عدم دسترسی به محفظه و گلولههایی با جنس خاص و از طرف دیگر گستردگی روز افزون مواد مانند فلزات، آلیاژها، سرامیکها، پلیمرها و کامپوزیتها این مساله را جدیتر نموده است. زیرا تهیه گلوله و محفظه از جنسهای مختلف امری غیر ممکن است.
پ) فراهم نمودن شرایطی که امکان جوش خوردن پودر با گلولهها و جداره بیشتر شود، زیرا در این صورت اجزا با مخلوط پودری پوشش داده میشوند. بدین منظور در صورت عدم دسترسی به محفظه از جنس مشابه پودری که آسیا میشود، ایجاد پوششی نازک روی سطح داخلی محفظه و روی گلولهها نیز به کاهش مساله آلودگی کمک میکند. به عنوان نمونه دیده شده است که آهن ورودی به آلیاژ Ta-Al با افزایش هر مرحله از آسیاکاری کاهش مییابد. روش پیشنهادی در عمل به این صورت است که در مرحله اول پودر مورد نظر را آسیا نموده تا دیواره داخلی محفظه و گلولهها پوشش داده شوند. سپس پودر بدست آمده را دور ریخته و آسیاکاری از ابتدا شروع شود. با تکرار این عمل آلودگی ناشی از محفظه و گلولهها به حداقل میرسد.
به طور کلی افزایش نسبت وزنی گلوله به پودر و سرعت آسیاکاری که معادل با افزایش انرژی آسیا است، باعث افزایش مقدار ناخالصیهای ناشی از اجزای ساینده میشود. افزایش نسبت وزنی گلوله به پودر بایستی تا حدی در نظر گرفته شود که آلودگی به حداقل مقدار برسد.
آلودگی ناشی از اتمسفر آسیاکاری
آلودگی ناشی از اتمسفر آسیاکاری نیز امری جدی بوده و در برخی موارد عامل اصلی آلودگی است. هرچند به طور معمول از اتمسفر گازهای خنثی مانند آرگون، نیتروژن و هلیوم برای جلوگیری از اکسیداسیون استفاده میشود، اما امکان واکنش خود آنها با مخلوط پودری وجود دارد. به عنوان مثال مقادیر زیادی از اکسیژن (حدود 44.8 درصد اتمی) پس از آسیاکاری پودر Al-6Ti به مدت 1300 ساعت در آسیای کم انرژی گزارش شده است. به طور کلی بایستی از کاربرد اتمسفر نیتروژن در آسیابکاری پودرهای با میل زیاد به تشکیل نیترید، اجتناب نمود. به عنوان مثال آسیاکاری مخلوط Ti و Al تحت اتمسفر نیتروژن باعث جذب نیتروژن توسط مخلوط پودری شده است. در این مورد دیده شده که پس از رسیدن مقدار نیتروژن به حدود 50 درصد اتمی یک حالت اشباع پدید میآید. اما از طرف دیگر با افزایش Al در ترکیب به بیش از 50 درصد اتمی، جذب نیتروژن به شدت کاهش مییابد.آلودگی ناشی از عوامل کنترلکننده فرآیند
ممکن است آلودگی ناشی از عوامل کنترلکننده فرآیند شایعتر از همه موارد باشد. از آنجا که اغلب این عوامل ترکیبات آلی با نقطه ذوب و جوش پایین هستند، به سبب گرمای ایجاد شده حین آسیابکاری تجزیه میشوند. از طرف دیگر شکست و جوش سرد پیدرپی نیز باعث تشکیل ذرات پودر بسیار ریز میشود. به سبب سطح به حجم بالا در این وضعیت، انرژی سطحی ذرات پودر با سپری شدن زمان آسیابکاری افزایش مییابد. سطوح جدید ایجاد شده به دنبال فرآیند شکست نفوذ را ترغیب میکنند. البته در مقایسه با کربن و اکسیژن نرخ نفوذ هیدروژن بسیار بالاتر است.البته از جنبه تاثیر نوع آسیا بر میزان آلودگی تاکنون مطالعه اصولی صورت نگرفته است.اما از آنجا که عامل اصلی در ورود آلودگی ناشی از اجزای آسیاب همان برخوردهای صورت گرفته است، بنابراین نوع آسیاب بر مقدار آلودگی تاثیر دارد.
منبع: راسخون
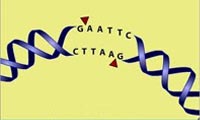
ژن موجود در بدن تمام موجودات زنده، ما را در تعیین عادات و رفتار اجزای بدن، کمک میکند. مهندسی ژنتیک به عنوان مجموعهای از فن آوریهای مورد استفاده برای تغییر ساختار ژنتیکی سلولها و تبدیل ژن از گونهای به گونهی دیگر، جهت تولید ارگانهای جدید، تعریف شده است. تکنیکهایی که استفاده میشود، بسیار پیچیده و ماهرانه بوده و با استفاده از مواد ژنتیکی و دیگر مواد شیمیایی بیو لوژیکی مهم، انجام میشود.
مزایای مهندسی ژنتیک چیست ؟
شروع مهندسی ژنتیک در شکل فعلی آن، از حدود 25 سال پیش بوده است. هم چنین، مهندسی ژنتیک از ابتدای شروع خود در سال 1970 یک موضوع بسیار گسترده و بحث بر انگیز بوده است. بسیاری از پیامدهای اجتماعی وجود دارند که با مهندسی ژنتیک در ارتباط هستند، و باعث ایجاد خطرات و یا فواید همه جانبهای شدهاند که ارز یابی و بر آورد آن بسیار پیچیده است. در زیر به مزایای مهندسی ژنتیک در همه رشتهها و زمینهها اشاره شده است.شبیه سازی انسان: تقریباً هر روز، دانشمندی باعث دست یابی به موفقیتی جدید در زمینه مهندسی انسانی میشود. پستان داران با موفقیت شبیه سازی شدهاند و پروژه ژنوم انسانی نیز کامل شده است، که این باعث شده دانشمندان بسیاری در سر تا سر جهان به تحقیق درمورد حقایق مختلف مهندسی ژنتیک انسانی بپردازند. این پژوهشها به درک بهتر از DNA و نقش آن در پزشکی، دارو شناسی، باروری و زمینههای مختلف دیگر، منجر شدهاند. دانشمندان در مؤسسه Roslin در اسکاتلند، یک کپی دقیق از گوسفند، به نام "دالی" (Dolly)، را شبیه سازی کردهاند. حیواناتی که به تازگی توسط فرایند مهندسی ژنتیک ایجاد شدهاند، با عنوان xenographs شناخته شدهاند.

موردهای بار داری: مهندسی ژنتیک هم چنین یک مزیت و نعمت برای زنان بار دار است، که میتوانند جنین خود را برای تشخیص نقص ژنتیکی ببینند. این نمایش میتواند کمکی به پدر و مادر و پزشکان باشد تا خود را برای ورود کودکی که ممکن است نیازهای خاصی درطول زایمان و یا بعد از زایمان داشته باشد، آماده کنند. یک فایده و مزیت قابل دست رس از مهندسی ژنتیک در آینده، که بسیار مشتاقانه در انتظار آن هستیم، این است که جنینی با نقص ژنتیکی میتواند با ژن درمانی، حتی قبل از به دنیا آمدن نیز درمان شود. تحقیقات بر روی ژن درمانی برای جنین، قبل از کاشت آن در رحم مادر از طریق لقاح مصنوعی، ادامه دارد. آخرین اصطلاحی که ابداع شده؛ "نوزادان طراح" (Designer Babies) نام دارد که در آن، زن و شوهر در واقع میتوانند ویژگی های کودکی را که متولد خواهد شد، انتخاب کنند!
کشاورزی: زمینه کشاورزی نیز تا حد زیادی از مهندسی ژنتیک بهره برده است، به طوری که تناسب اندام ژنتیکی از گونههای مختلف گیاهی را به بود بخشیده است. فواید متداول آن، افزایش در بهرهوری از فتو سنتز، افزایش مقاومت گیاه به شوری زمین، خشکی و ویروسها و هم چنین کاهش نیاز گیاه به کود نیتروژن، میباشد. آخرین تحقیقات در دانشگاه کرنل (Cornell University)، تحقیق روی محصول " Oat" (جو دو سر صحرایی)، است که میتوان مواد مغذی اضافی را به ترتیب به آن اضافه کرده و باعث سالمتر شدن محصول، شد. پژوهشهای مشابه، روی محصول "سویا"، نیز انجام میشود.
در اینجا لیستی از برخی از مزایای چشم گیر مهندسی ژنتیک آمده است:
استفاده از مهندسی ژنتیک در میکرو ارگانیسمها، برای کمک در ایجاد مواد دارویی جدید که از راههای دیگر غیر قابل ساخت هستند.
مهندسی ژنتیک در روند باز سازی زیستی، که فرایند تمیز کردن زباله و آلودگی با هم یاری موجودات زنده میباشد، کمک میکند.
مهندسی ژنتیک در کاهش استفاده کلی از علف کشها و آفت کشها کمک کننده بوده است.
مهندسی ژنتیک با تولید واکسنها و دیگر داروهای گیاهان، کمک کننده بوده است.
مهندسی ژنتیک در ایجاد راه سریعتر و قابل پیش بینیتر، در زمینهی تولید گونههای کشاورزی جدید، کمک کننده بوده است. علاوه بر این، ویژگیهای گونههای کشاورزی امروزه بسیار شناخته شده تر از قبل شده است.
امروزه، مهندسی ژنتیک میتواند منجر به کشاورزی پایدار شود.
مهندسی ژنتیک نژادهای اصلاح شده ژنتیکی بسیار مفید تولید کرده، که میتوانند کشاورزی کارخانهای (Factory Farming) را بدون هر گونه درد و رنجی تحمل کند.
در انسان، مهندسی ژنتیک برای درمان اختلالات ژنتیکی و سرطان استفاده میشود. مهندسی ژنتیک هم چنین در جای گزینی قسمتهای جدید بدن نیز کمک میکند.
اگر چه، این تا به امروز انجام نشده است، ولی مهندسی ژنتیک، پتانسیل ایجاد نوع جدیدی از انسانها با بسیاری از صفات سودمند را دارد.
تکنولوژی ضد احساسی mRNA (Messenger RNA، یک مولکولRNA است که اطلاعات کدینگ را به مکانهای سنتز پروتئین، ریبوزومها، حمل میکند).
مهندسی ژنتیک در زمینه استخراج از معادن، برای استخراج عناصر مفیدی که در مواد معدنی جا سازی شده است، مورد استفاده قرار میگیرد.
یک نوع توالی باکتریایی خاص، برای تبدیل زباله به اتانول، دست کاری میشود، به طوری که میتواند به عنوان سوخت مورد استفاده قرار گیرد.
جوانب مثبت مهندسی ژنتیک به مراتب خیلی بیشتر از چیزی است که در لیست بگنجد. اما درک مرزهایی که نژاد بشر میتواند خود را به سمت آن بکشد و قبل از این که انسان نقش خدا را بازی کند متوقف شود، بسیار مهم است.
منبع: راسخون
«حتی کمترین دست کاری طبیعت میتواند تبعاتی جدی به دنبال داشته باشد، همان طور که دست یابی به مادهی شیمیایی د. د. ت. (DDT) باعث چنین چیزی شد. مهندسی ژنتیک یک دست کاری بزرگ و تاریخی است و طبیعت به خاطر چنین تعدیای خسارات سنگینی را تحمیل خواهد کرد.» اوا نووتنی
شخصیت «درن» در فیلم تخیلی سال 2009 به نام «پیوند» را به خاطر دارید؟ هر بار موجود غول آسایی که به طریقه مهندسی ژنتیک توسط زوج دانشمند جاه طلب در آن فیلم خلق شد را مجسم میکنیم لرزه بر انداممان میافتد. ما هم موافقیم که مهندسی ژنتیک دریچهای را بر روی بسیاری از دست آوردهای علمی به ویژه در حوزهی پزشکی و درمان بیماریهای کشنده و تحلیل دهنده باز میکند، اما هیچ وقت نمیتوان فهمید که کنجکاوی برای تجربه حس خالق بودن ممکن است منجر به آن چیزی شود که در فیلم فوق الذکر به نمایش گذاشته شده است. لطفاً سخنان ما را اشتباه بر داشت نکنید. ما مخالف مهندسی ژنتیک نیستیم ـ البته تا زمانی که از مهندسی ژنتیک جهت درمان بیماریها و تبدیل دنیا به مکانی بهتر برای مخلوقات طبیعت استفاده گردد. با این حال، ما به شدت مخالف استفاده از مهندسی ژتیک جهت پیش برد خود خواهانهی پیش رفتهای بشری آن هم با آسیب زدن به طبیعت و به بازی گرفتن ژنها با هدف خلق موجوات غول آسا یا قریانی ساختن جنبههای طبیعی زندگی هستیم، یعنی حذف نقیصههایی که انسان را آن گونه که هست نشان میدهند.
اگر نگاه دقیقتری به استدلالات صورت گرفته بر علیه مهندسی ژنتیک بیاندازیم متوجه میشویم که اکثر آنها مخالف مهندسی ژنتیک نیستند، بلکه مخالف برخی از کار بردهای مهندسی ژنتیک هستند که به جای ممکن ساختن تداوم جریان طبیعی زندگی دست به تغییر اشکال زندگی میزنند تا روباتهایی با ساختار ژنتیکی سفارشی را تولید نمایند و این امر میتواند طبیعت را در معرض تهدیدات جدی قرار دهد. حالا که سخن به این جا کشیده شد بیایید نگاهی بیاندازیم به مهمترین نکاتی که توسط مخالفان مهندسی ژنتیک مطرح گردیدهاند و این موضوع را توضیح دهیم که چرا نباید اجازه دهیم مهندسی ژنتیک آزادانه به حرکت خود ادامه دهد.
نظرات مخالف با مهندسی ژنتیک کدامند؟
بیایید با دو مورد از قویترین استدلالات مذهبی بر علیه مهندسی ژنتیک آغاز کنیم که توسط رهبران مذهبی اکثر مذاهب دنیا مطرح گردیدهاند. اولین استدلال این است که خدا به عنوان قادر مطلق و برتر دست به خلقت این دنیا و همهی ارگانیزمهای موجود در آن زده است. او گونههای مختلف و متمایزی را خلق کرده است آن هم به گونهای که پیوند این گونهها به هم امکان پذیر نباشد تا بدین ترتیب تنها به دلایلی که خداوند از آنها آگاه است این گونهها تا ابد جدای از یک دیگر بمانند. از آن جا که هر چیزی در طبیعت در راستای خیر و صلاح ما طراحی شده است در نتیجه تعیین حد و مرز میان گونههای مختلف نیز به خیر و صلاح همه است و با نا دیده گرفتن این حد و مرزها در قالب مهندسی ژنتیک در واقع بشر و کل طبیعت مستوجب عواقب و پیامدهای غیر قابل تصوری خواهند گردید. استدلال دوم که توسط پیروان مسیحیت مطرح گردیده است بیان میکند که ایجاد تغییرات ژنتیکی در مخلوقات و تلاش جهت شکل دادن اشکال جدید حیات به مثابه به چالش کشیدن قدرت و ارادهی خداوند است و بشر با دست زدن به این کار به استقبال همان سر نوشتی میرود که شیطان با به چالش کشیدن قدرت و ارادهی خود گرفتار آن شد ـ یعنی تا ابد گرفتار عذاب دوزخ میشود.طبیعت و زندگی تنها تا زمانی زیبا هستند که غیر قابل پیش بینی و آسیب پذیر باشند. ارگانیزمهایی که به شیوهی مصنوعی ایجاد میگردند فاقد نبوغ و ابتکار طبیعی هستند و در نتیجه قابل پیش بینی بوده و منحصر به فرد نیستند. آیا اگر پیشاپیش بدانید که بوتهی گل رز که به کمک مهندسی ژنتیک دست کاری شده است قرار است گل دهد باز هم هیجانزده میشوید؟ آیا به اندازهی همان زمانی هیجان انگیز و دلهره آور خواهد بود که با جان و دل به باغبانی و کاشتن گلی میپردازید و سپس چشم انتظار مینشینید تا بوتهای که کاشتهاید به گل بنشیند؟ یکی از دلایل اصلی این نگرانی، به شبیه سازی ژنتیکی ـ به ویژه شبیه سازی انسان ـ مربوط میشود. شبیه سازی انسان نقض فاحش موهبت منحصر به فردی است که طبیعت از همان زمان که جنین در رحم مادر شکل میگیرد به انسان اعطا میکند! ترس و نگرانی از تولید کودکان سفارشی نیز در این زمینه مطرح میگردد. بسیار تأسف آور خواهد بود اگر والدین به شکل انبوه از مفهوم کودکان سفارشی پشتیبانی کنند! در آن صورت لذت پرورش یک کودک منحصر به فرد از بین میرود و دیگر جایی برای تشویق کودکان به پرورش خصائل منحصر به فرد یا استعدادهای مختص خویش باقی نمیماند. دنیا پر از والدین خود خواهی خواهد شد که خواهان این هستند که همهی مزایای زندگی در ژنهای کودکانشان برنامه ریزی شود. بدین ترتیب، والدین در واقع از مسئولیت خویش مبنی بر شکل دهی شخصیت کودکان شانه خالی میکنند و کودک را از حق برخورداری از زندگی منحصر به فرد و مختص خویش محروم میسازند!
اگر مهندسی ژنتیک به یک هنجار تبدیل شود در آن صورت شکل گیری موج دوم تبعیض نژادی بر مبنای ژنتیک، یعنی مشابه همان چیزی که در دوران آلمان نازی مشاهده گردید، تنها به زمان بستگی خواهد داشت.
با این که برخی از شماها ممکن است وسوسه شوید که استدلالاتی بر خلاف موارد فوق الذکر ارائه دهید، با این حال این نکته را مد نظر داشته باشید که حتی ابتدائیترین شربتهای سرما خوردگی نیز هنگامی که وارد سیستم گوارشیتان میشوند علاوه بر اثراتی که در راستای تسکین یا از بین بردن سرما خوردگی دارند از برخی اثرات جانبی نیز برخوردارهستند. مهندسی ژنتیک اگر در راستای بهتر کردن زندگی به کار گرفته شود مزایای بسیاری به همراه دارد، اما تصور کنید اگر در جریان فرآیند تغییر ژنها ـ یعنی واحدهای کوچکی که کل برنامهی پیچیدهی حیات را شکل میدهند ـ اتفاق ناگواری رخ دهد چه اثرات جانبی ناگواری ممکن است مشاهده گردند! هر استدلالی از موافقان و مخالفانی برخوردار است. از آن جا که این مقاله نظرات مخالف را در بر میگرفت ما تنها به استدلالاتی پرداختیم که در مخالفت با مهندسی ژنتیک مطرح گردیدهاند. امیدواریم استدلالات فوق الذکر را مفید و مؤثر یافته باشید. با این حال، استدلالاتی که در موافقت با مهندسی ژنتیک مطرح گردیدهاند نیز به اندازهی استدلالهای فوق میتوانند معتبر باشند. این موضوع در آینده مورد بحث و بررسی قرار خواهد گرفت.



